Quench towers involved in the Ethylene production processes require robust corrosion-resistant solutions due to corrosion, erosion-corrosion and fluid flow enhanced corrosion mechanisms. In this case study, we delve into the challenges faced by a prominent petrochemical company in the Middle East, and how they successfully addressed corrosion issues in their ethylene quench tower.
This company has emerged as one of Middle East’s leading petrochemical giants. Their ethylene production facility faced a critical challenge in the form of fluid flow enhanced corrosion in the quench tower’s stainless steel-cladded surfaces and the adjacent baffle plate manufactured from stainless steel.
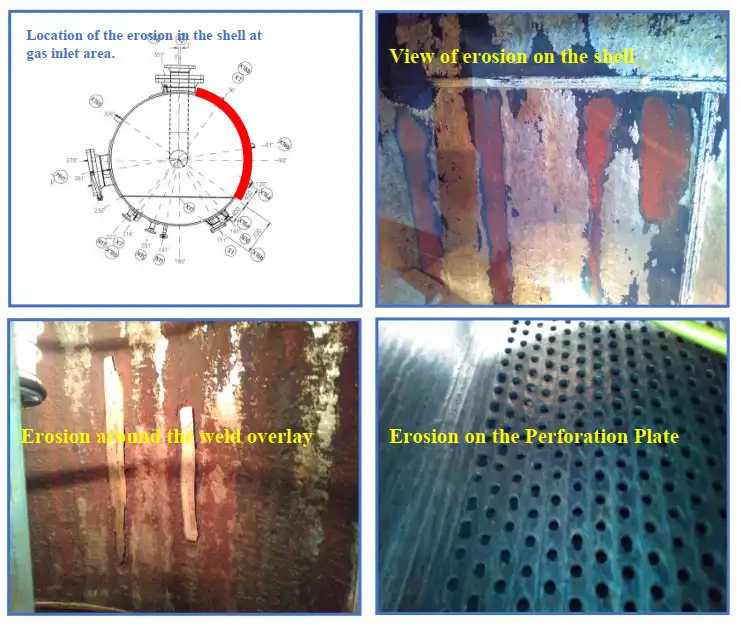
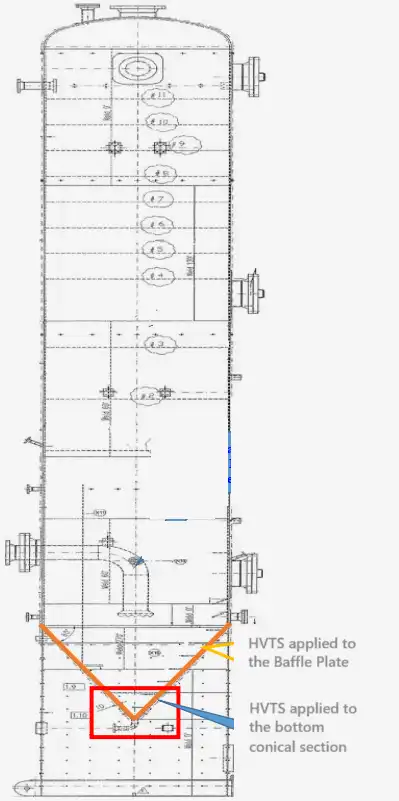
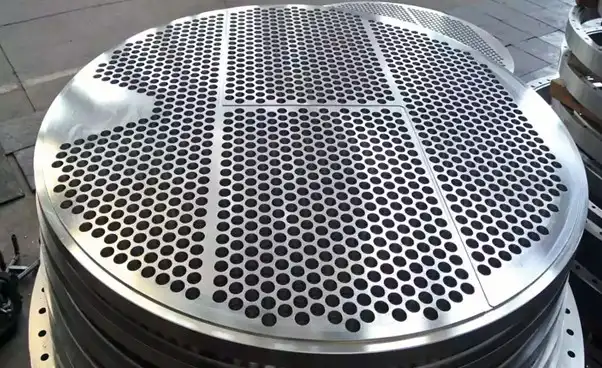
Ethylene plant’s quench tower experienced erosion-corrosion in the bottom conical section and the front face of the perforated baffle plate. The challenge lay in addressing erosion primarily in the bottom section due to the higher flow and turbulence. The baffle plate, a solid stainless steel component, faced erosion-corrosion, particularly on its front face exposed to the corrosive process stream.
To combat this, in 2014, the plant opted for a High Velocity Thermal Spray (HVTS) solution, achieving lasting results.
The initial HVTS application proved highly effective. In 2020, the plant invited the IGS (Integrated Global Services) experts back for another HVTS application due to changes in the quench tower’s components. Plates were replaced, new sections added and HVTS was used to protect components from metal degradation.
HVTS Formulation
The applied HVTS comprised a nickel-chrome moly-tungsten carbide combination, modified for large infield thermal spray applications. The base alloy, Hastelloy C-276, underwent adjustments to ensure consistent properties reducing residual stresses.
Without HVTS, the alternatives were limited. Weld overlay on stainless steel cladded plates was a possibility, but the perforated nature of the baffle plate made this impractical. HVTS stood out for its speed and proven past performance.
Quantifying the return on investment, especially in time savings, was challenging. A hypothetical comparison with weld overlay, considering HVTS being three times faster, hinted at significant gains. The plant’s decision to choose HVTS for more applications in the same quench tower almost a decade later showcased their confidence in its efficiency.
Estimating potential losses during downtime, assuming a daily production value of approximately 300,000 USD from the quench column and considering a 6-day difference between HVTS and alternative methods, suggested potential savings of 1.8 million USD were realized.
This ethylene plant’s proactive approach in combating ethylene quench tower corrosion with HVTS showcases the efficacy of this solution in extending equipment lifespan, reducing downtime, and delivering substantial cost savings. This case study underlines the importance of innovative corrosion mitigation strategies for the longevity of critical petrochemical infrastructure.

Related Case Studies:
Related Questions:
On-site Thermal Spray Coating Services from IGS:
CATEGORIES: