In CO2 Strippers and ‘Sweet’ amine treatment, most corrosion is related to CO2 breakout and the subsequent attack of the base metal surfaces. Areas of elevated temperature and pressure drop are more likely to suffer as corrosion is a chemical reaction where elevated temperatures always accelerate corrosion activity.
IGS has numerous applications in pressure vessels where we upgrade the base metal with a corrosion-resistant alloy (CRA) to mitigate any further degradation. The IGS HVTS cladding materials are modified NiCrMo alloys that specifically address erosion and general corrosion mechanisms in this process stream. We apply our corrosion-resistant alloy cladding on-site during turnarounds in chemical plants and refineries in all parts of the world.

Amine systems utilized by the Chemical, Petrochemical and Agrichem industry facilities for the production of syngas and ammonia are considered ‘Sweet’. These systems process CO2 only or significantly more CO2 than H2S.
Corrosion accounts for almost half of all failures seen in ‘Sweet’ amine service; the individual cost in terms of lost production ranged from $250.000 to $250 million. Around half of these corrosion incidents occur in the hottest locations of the plant: the reboiler and the bottom of the amine regenerator or stripper. ‘Sweet’ plants typically experience severe corrosion on the lean amine coolers, pumps, piping, and the Absorber or Contactor column. Under-stripping is a situation where a large amount of the H2S/CO2 in the rich amine is liberated in the reboiler of the regenerator rather than in the column.
Under-stripping is the most common operational root cause of corrosion in amine systems and is frequently self-inflicted through not addressing fouling in reboilers and lean/rich exchangers and overly aggressive energy-saving campaigns.
There are certain areas of amine plants that are more susceptible to carbon dioxide corrosion than others (see Figure 1. below) and, as a result, are often constructed of corrosion-resistant alloys (CRA) such as stainless steel. These areas include:
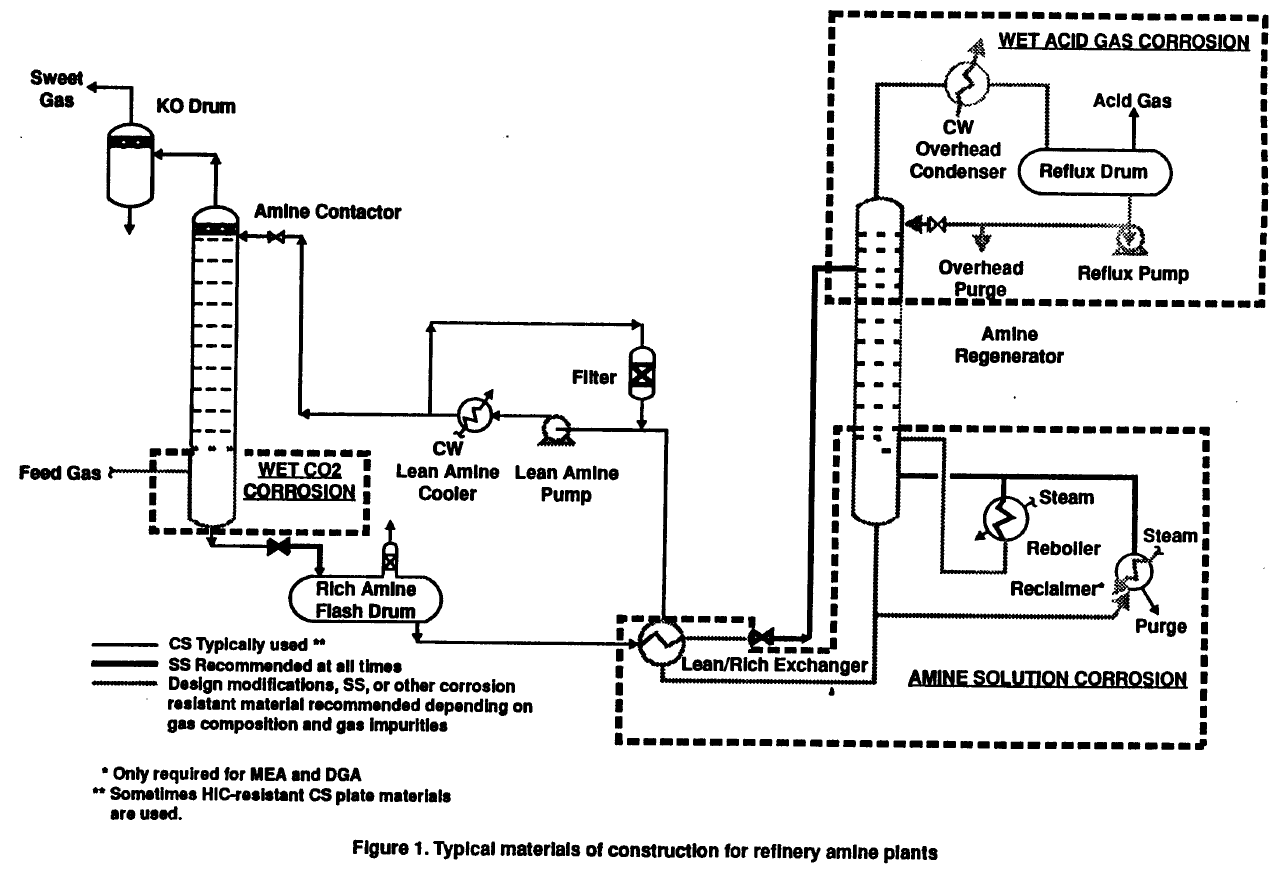

Many amine units have the top dome and upper area of the regenerator or CO2 stripper vessel clad with stainless steel as part of the original design. Process control and changes to the feed typically mean that the amine column experiences corrosion in other areas of the vessel, often directly below the clad section.
The nature and form of the corrosion mechanism often manifest themselves as a localized CO2 pitting attack, with high corrosion rates that can quickly remove the corrosion allowance and damage the integrity of the CO2 stripper, requiring intervention and mechanical repair to rebuild the pressure boundary.
Aside from operational considerations, several carbon dioxide corrosion mitigation or repair strategies have historically been employed when internal shell loss occurs. Some mechanical options include installation of temporary clamps and plugs, vessel section replacement, and the application of internal weld overlay.
The time required for these, together with the Post Weld Heat Treatment (PWHT) required to remove Heat Affected Zones (HAZ), and structural support considerations, often demand extended turn around or shutdown schedules and associated production losses. Temperature and chemical compatibility limitations have prevented the effective use of organic coatings.
IGS has a proven track record of more than 20 years of in-service experience in stopping internal corrosion in these critical assets. Since 2001, IGS has protected in excess of 100 amine columns for Chemical, Petrochemical plants, and refineries all over the world, internally cladding more than 3000 m² of steel.
Case Study: HVTS Stops Water Stripper Corrosion
In addition to providing a proven solution to stop metal wastage and freeze the internal condition of these key process units, IGS has unparalleled experience in on-site/brownfield HVTS application, during shutdowns or turnarounds on critical path applications.
The installation of an IGS 5000 Series HVTS cladding maintains asset integrity for the long-term, increasing equipment availability, providing life extension of the vessel, reducing ongoing maintenance costs, intervention requirements, shutdown scope/schedules, and amine process downtime.

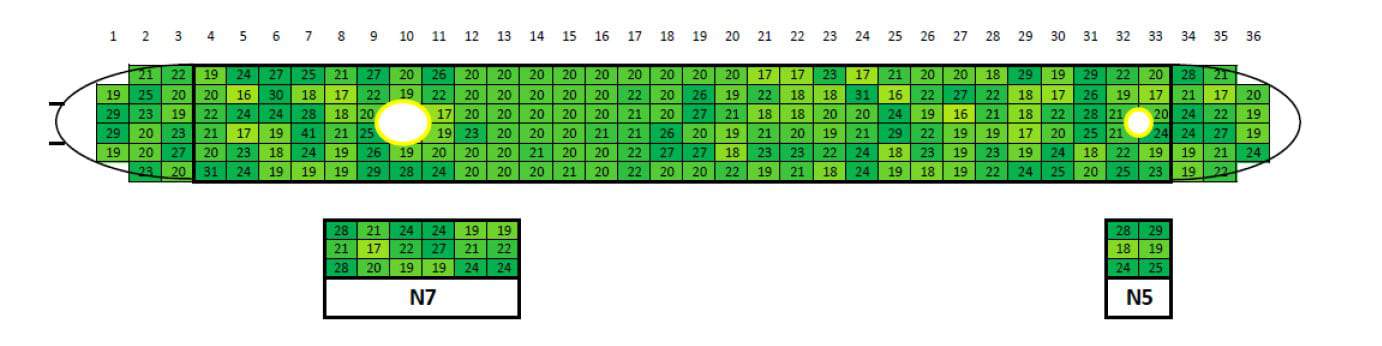
IGS carefully controls and monitors our application standards through strict QC protocols and inspection procedures. In addition, IGS generates an electronic thickness record with mapped electromagnetic stand-off gauge readings on a defined reference grid across the clad area.
This record is used for future inspection and verification of the internal cladding integrity. We have developed additional inspection technologies for external, on-line verification of the cladding condition through vessel wall scanning.
IGS HVTS 5000 Series cladding systems can be readily inspected visually for any signs of deterioration. There is no need to high-pressure water blast, sandblast or mechanically abrade the cladding for inspection purposes.
Unlike organic coating systems, HVTS metal claddings offer a robust, long-term, durable solution with high mechanical toughness, abrasion resistance, and wide service temperature and pressure ranges, resistant to vessel steam-out and cleaning processes. This substantially decreases life-cycle cost and can extend required inspection intervals, further reducing downtime.
IGS has hundreds-of-thousands of square meters and decades of successful HVTS internal cladding applications to critical process equipment. This success is built upon characteristics that IGS has developed and is inherent in our technology, product, and service offering, which constitute the essential building blocks for the successful performance of High Velocity Thermal Spray (HVTS) applications in such critical internal process equipment.
Based on work performed by the IGS technology solutions group in collaboration with numerous industry-leading facilities, the materials and processes chosen for these projects have performed well in both the extensive testing, performed under the process conditions, and in numerous field applications.
IGS‘ in-house state-of-the-art laboratory and research center provide our clients with the most accurate forecast of the performance of any field application. Watch this video to learn more.
IGS advanced protection to critical process equipment, including CO2 strippers and sweet amine treaters, reduces production losses, which is a key cost factor for an ammonia plant. The use of high nobility corrosion-resistant alloys applied with the IGS HVTS process is deemed more economical when compared to weld overlay and column replacement strategies (non-metallic coatings are typically not considered due to their unreliability in this corrosive environment).
The duration of the IGS HVTS repair solution and reduced future maintenance due to the elimination of recurring corrosion generate significant value. Savings in millions to tens of millions of dollars have been realized by chemical plant owners by adopting this technology.
Case Study: Severe Amine Column Corrosion Permanently Frozen


