
Severe Amine Column Corrosion Permanently Frozen
Amine Corrosion Discovery
During a scheduled shutdown inspection in April 2010, a worrying discovery was made inside an MDEA Amine Regeneration Column on the NGL train. The internal surfaces of the lower section of the column, fabricated from carbon steel, had suffered severe localized corrosion.
The Root Cause
A significant wall thickness reduction was found beneath the trays. Pitting was identified, up to 2.3 mm in depth.
The root cause of this unexpected pitting corrosion was found to be tube failure in an associated upstream reboiler, which had led to the severe localized acid gas attack of the column shell in the area where the reboiler feed entered via an inlet nozzle.
Problem
MDEA Amine regeneration column at an NGL plant in the Middle East was suffering unexpected acid gas corrosion with significant wall thickness reduction and pitting of up to 2.3 mm depth.
Solution
To assure amine corrosion control, a bespoke corrosion-resistant alloy was applied to freeze the current condition with no need for PWHT. After 5 years in service, the column’s wall thickness remained unchanged.
Repair or Replace an Amine Column?
Both options would require significant capital investment and, more importantly, substantial production downtime and the associated massive cost due to production losses. The replacement was not a viable option due to the lead times.
Structural repair through an internal weld overlay could be considered. However, it would also require Post Weld Heat Treatment (PWHT) and a crane to support the column. The operational complications of performing such a procedure combined with the associated lead times (3 to 4 months) to carry out and complete the work were also considered highly unattractive.
Image: Corrosion on the Manway of the Amine Column

Fitness for Service Engineering Analysis
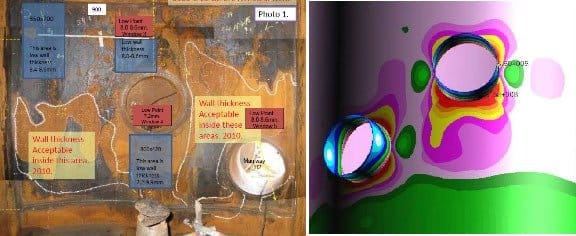
A third-party engineering company carried out a full Fitness for Service Engineering Analysis of the column in its current corroded state. Based on the reduced shell thickness corrosion mapping report, the amine regeneration column passed the load combinations and the results proved to be within the allowable membrane stress limits. The calculated buckling factors were also above the minimum allowable limit.
Now that the asset owner had ascertained that the amine column was fit for use in its current condition, they had to ensure that no further metal loss occurred to the column shell pressure boundary. The current amine corrosion condition needed to be taken under control.
Image: Corrosion Mapping (left), Fitness for Service Engineering Analysis (right).
HVTS Application to Establish Amine Corrosion Control
The plant turned to Integrated Global Services Inc. (IGS) for amine corrosion control measurements. IGS suggested applying a corrosion-resistant alloy using their High-Velocity Thermal Spray process. HVTS would be used to upgrade the internal surface metallurgy of the column to a bespoke Hastelloy, to provide an enhanced corrosion barrier and ‘freeze’ the metal condition. IGS can deliver an internal Corrosion Resistant Alloy (CRA) cladding on a process vessel in-situ without the need for PWHT.
Image: HVTS Application Complete
Your Emergency is Our Routine
By 2010, IGS already had a local presence in the Middle East, having completed various applications and projects at local refining and petrochemical plants. IGS equipment, materials, and personnel are permanently stationed in many countries.
IGS can, therefore, be available to carry out HVTS applications on short notice with immediate mobilization to the site following the urgent request from the asset owner.

Amine Column Surface Preparation
In line with IGS safety culture, a thorough JHA and HSE review was completed prior to the initial inspection of the corroded and pitted surface area to be protected with a corrosion-resistant alloy. IGS then recommended mechanical works to achieve the necessary surface acceptance criteria. Once this was completed, the surface was abrasive blasted to the required surface preparation standard.
HVTS Application
Once the surface preparation was completed, we applied the bespoke modified Hastelloy using the IGS HVTS conveyance system. That followed with the safety, application, quality and inspection procedures outlined in the Method Statement and project documentation. We completed the IGS HVTS application, plant personnel; inspected and replaced the amine column trays before the column was boxed up in May 2010.
Image: Surface preparation.
Inspection
Following the application, the amine regeneration column was closely monitored and inspected both externally and internally to demonstrate that the remaining shell pressure boundary was maintained. When, after 2 years the wall thickness had not changed, the asset owner canceled the order for the new column and continued operation.
The IGS service in 2010 saved the asset owner both the combined capital expense to replace or structurally strengthen the amine column and the associated operating expense of an extended unplanned shutdown that would have been required to carry out the installation and commissioning of a new one.
In addition, it enabled the NGL plant to subsequently engineer, procure and commission two new columns adjacent to the existing one and tie these in at the end of 2015 with minimum interruption to production. In total, these combined savings thanks to taking amine corrosion under control, amounted to approximately $40 million for the plant.
Image: HVTS inspection.

Related Case Studies:
- Column Shell Corrosion Protection Verified
- Gas Turbine Corrosion Mitigated by HVTS and Hex Chrome Filtration System
- HVTS Prevents Corrosion Attack in a Regenerator Column at LNG Plant
- H2S Corrosion in an Upstream Separator Vessel Permanently Stopped
- HVTS Stops Sour Water Stripper Corrosion
- Caustic Vessel Protected After Repeated Failure
- Amine Regenerator H₂S Corrosion Protection
Related Article:
A Guide to Amine Stress Corrosion Cracking in Oil & Gas Processing
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.