In September, an oil and gas producer in Central Asia faced a critical issue with their Sulfur Recovery Unit, Tail Gas Incinerator, as hot spots emerged in the shell due to a failed refractory lining leading to thermal ruptures. The potential consequences were severe, with the risk of a shutdown looming. IGS was invited to perform Hot Refractory Repair (HRR), preventing a costly shutdown and addressing the immediate concerns.
The Tail Gas Incinerator is part of a single-train plant which accounts for approximately half of the entire field’s production. The field’s total production for the first 9 months was 634,065 barrels per day, with 317,032 from the single-train plant, 211,354 barrels per day going through the sulfur train. This incinerator plays a crucial role in the plant’s sulfur recovery operations.
The incinerator had 13 critical hot spots and thermal breakthroughs, leading to thermal ruptures in multiple areas. With a planned turnaround not scheduled for another 3 years, they were confronted with the urgent need for repairs. The hot spots were widely distributed across the furnace shell, making steam-quenching impossible as a temporary treatment. Due to the plant being a single train, there were no options to bypass or divert to other trains with ullage. The lack of alternative solutions and the severity of the situation left them with no option but to address the issue on live equipment.

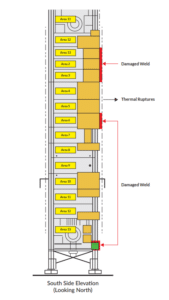
Tail Gas Incinerator and its schematic showing 13 hot
spot areas
Working on a live sulfur incinerator posed higher risks due to the burning of hazardous gases. The IGS Hot-tek Online Services team used specialized personal protective equipment (PPE), including thermal suits and full-face masks with self-contained breathing apparatus (SCBA), to ensure safety during the repair process. The execution team maintained constant communication with the Operators to identify any potential upcoming safety risks.
The repair project involved addressing 13 known hot spots in the Tail Gas Incinerator. The method statement outlined procedures followed during the repair, emphasizing safety measures and the timeline for completing the repairs.
It was essential to confirm that all necessary gas tests have been conducted, and the unit was operating under negative pressure. A fire watch was present before and after any hot work. The scaffold was inspected, ensuring that the repair areas were within arm’s reach. Fire blankets and Insulated Blankets were installed to protect personnel and cover hot areas. A 20″ x 2″ slot was marked on the furnace wall shell and cut using a plasma cutter, with precautions taken to prevent metal pieces from entering the furnace. Special attention was given to avoiding any impact on boiler tubes and the mud drum.
Following Hot Access Creation (HAC), proprietary Hot-tek baskets and anchors were inserted into the openings and welded in place. Missing refractory was replaced with pumpable refractory, with the Infrared (IR) camera used to verify external temperatures. The steel shell was then replaced and welded in place.
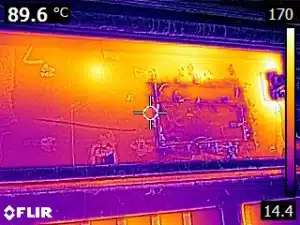

Area 12 hot spot repaired in refractory lining of Sulphur Recovery Unit Tail Gas Incinerator

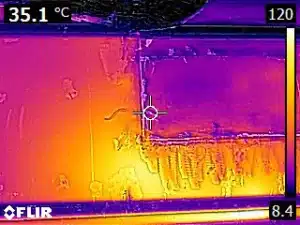
Area 11 hot spot repaired in refractory lining of Sulphur Recovery Unit Tail Gas Incinerator
Conservative estimate of daily loss if the sulfur recovery train was shut down is $11,201,762 per day. As a result, the oil and gas producer faced a potential shutdown cost of approximately $156 million in lost revenue. IGS successfully completed the hot refractory repair at a centesimal fraction of the cost. The testimonial from the maintenance manager expressed appreciation for IGS’s work, emphasizing safety, excellence, and cost-effectiveness. This not only averted a significant financial loss but also ensured the continued operation of the Tail Gas Incinerator. He said:
“Appreciate the great work IGS is doing for us. They wrapped everything up safely and with excellence.”
The IGS hot refractory repair project at the plant’s Tail Gas Incinerator showcased the company’s ability to address critical issues promptly and efficiently. The successful execution of the project not only prevented a costly shutdown but also demonstrated IGS’s commitment to safety and engineering excellence. The collaboration between the plant and IGS exemplifies the importance of proactive maintenance in the energy industry, ensuring the uninterrupted production of vital facilities that deliver the energy that the world needs.
Related Case Studies:
Related Questions:
Hot-tek™ Online Services from IGS:
CATEGORIES: