Cetek’s Patented (#6,626,663B1) Dual Emissivity Ceramic Coating System was designed specifically for Coker heater applications and other similar applications where internal coking in radiant section process tubes reduces run length and restricts throughput.
The coating system effectively improves the uniformity of the heat flux distribution and reduces the peak to average flux ratio in process tubes of fired heaters. This technology reduces the maximum tube skin temperature, increases run length and charge rate.
Run length increased by 2 months
Bridgewall temperature lowered by 55°F/30°C
In most fired heaters, the radiant section heat flux is not uniform. This is not normally a problem, but in Coker heaters this is extremely damaging to the onstream factor. This results from the rapid deposition of coke inside the radiant section tubes in the higher flux areas, causing a significant increase in localized tube skin temperatures.
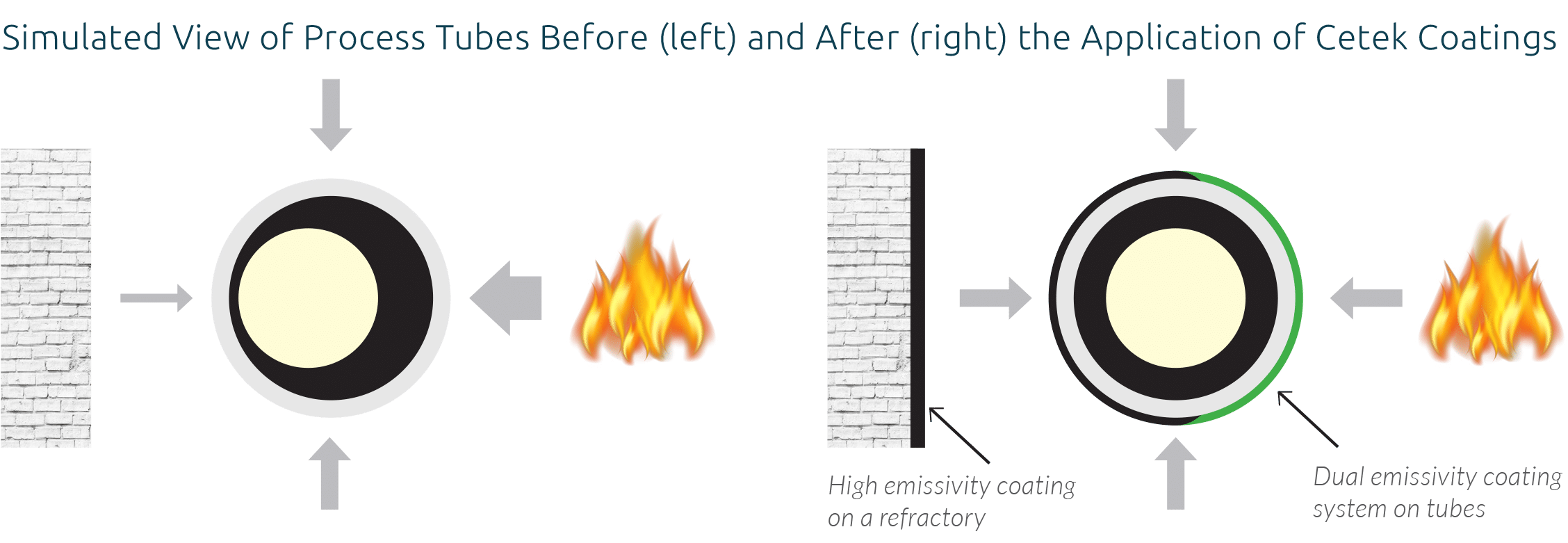
Cetek’s dual emissivity, tube coating system, in combination with high emissivity refractory coatings is a proven, long-lasting solution to this problem. The lower emissivity tube coating is applied to the hot face of the tubes in the high flux zone, which effectively reduces the amount of radiant heat being absorbed. In the lower heat flux zones, high emissivity tube and refractory coatings combine to allow more absorption of radiant heat.
An infrared inspection was performed on a coker heater at the MiRO refinery in Germany. The MiRO Coker heater is a singled fired, four pass, two cell, heater with a maximum throughput capability of 230-239 t/hr. The average run-length of the coker was 3 months.
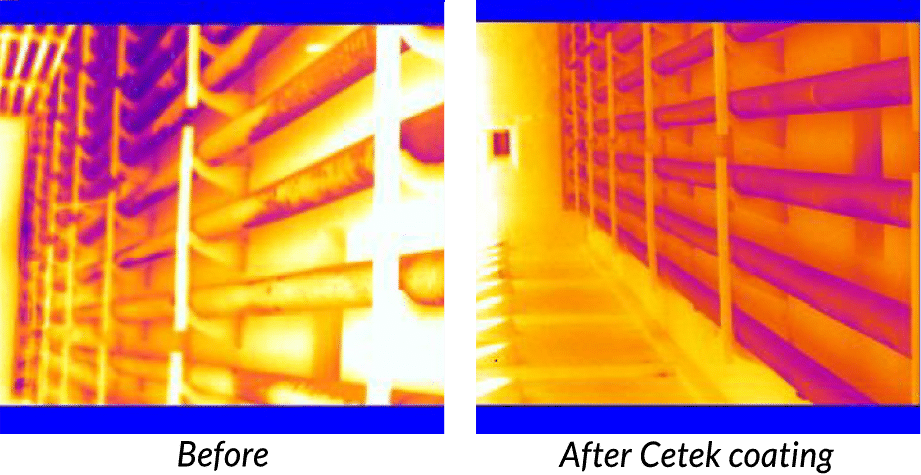
The IR thermography image provides a typical view, identifying the high heat flux zone on the lower half of the side wall. This is evidenced by the appearance of high tube surface temperatures, caused initially by coke formation inside the tube and subsequently by severe oxidation and scale formation on the outer tube surfaces.
After the infrared survey and fired eater evaluation Cetek proposed the following:
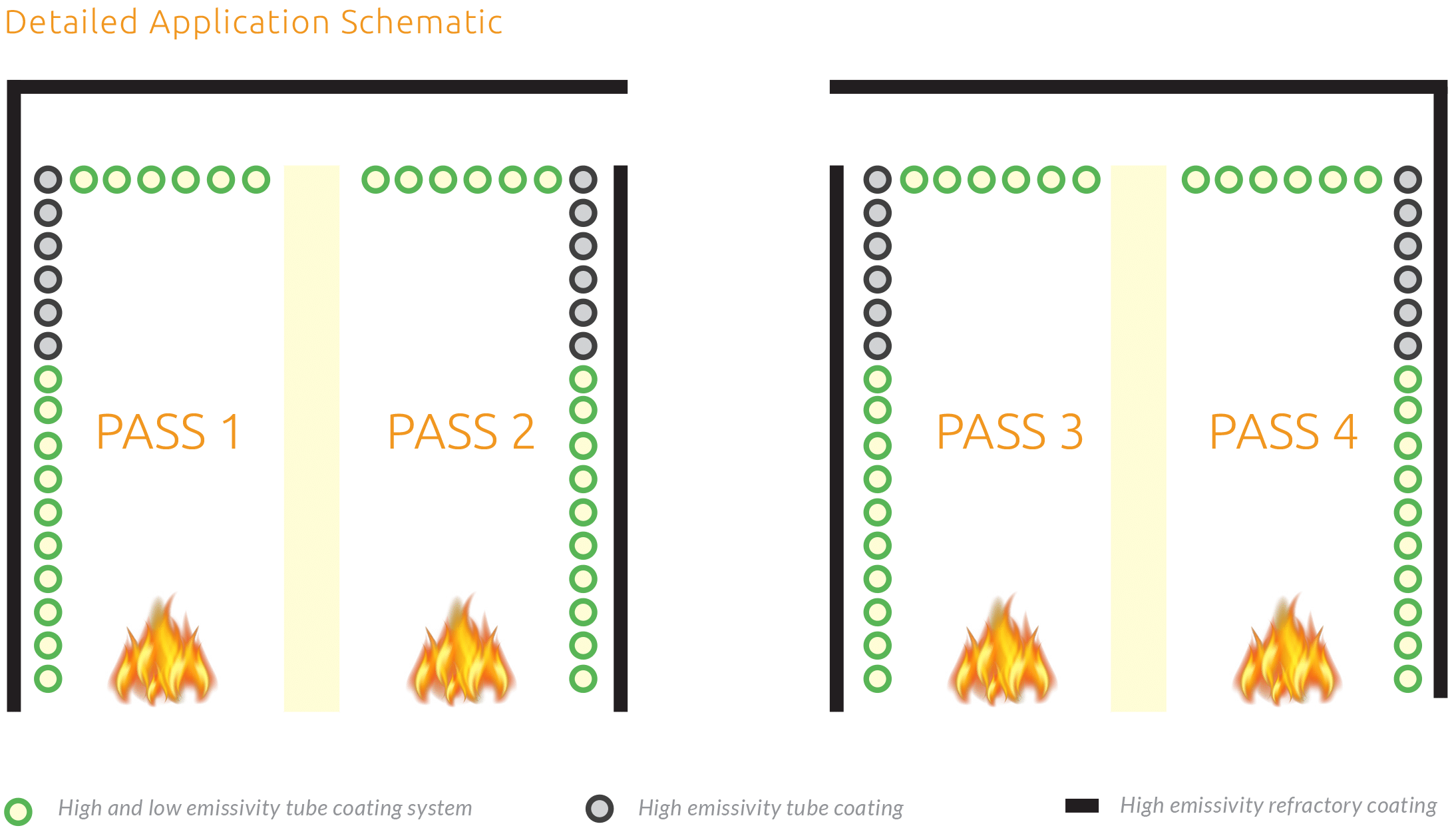
1. Application of high emissivity refractory coating to the side wall and roof in radiant sections of all heater passes, with no coating on the floor or end walls. This would provide an increased heat flux to the back (cold) surfaces of the tubes.
2. Application of high emissivity tube coating to the top half and low emissivity coating on the bottom half of the nine roof tubes.
3. Application of high emissivity tube coating on the whole circumference of the top six side wall tubes.
4. Application of low emissivity coating to the front 180 degrees and high emissivity coating to the back 180 degrees of the bottom 10 tubes located on the side walls of the heater.
1. The Coker heater run length, for the first run following the shut down, was extended to 5 months, running under maximum charge rate for the whole run.
2. Significantly lower flue gas temperature and bridge wall temperature was observed during the first run, despite operating at maximum throughput. This is a clear indication that the radiant heat transfer efficiency in all passes of the Coker heaters was improved.
3. Improved tube surface temperature uniformity throughout the heater cells and consistent temperature gradient across the coating, which will allow more accurate determination of tube skin temperature and coke formation, without interference from oxidation and scale on the outer tube surfaces. This is evident in the IR thermography example, shown to the right:
CATEGORIES:
IGS is here to provide information, answer questions and create an effective solution for your needs.