Eliminating Flow Issues at a Limestone Silo with the 3 Cs
Buildup problems in silos are a frequent occurrence. This buildup issue, often referred to as bridging or ratholing, is experienced in many different materials and industries. Often this buildup issue is impacted by the environment. For example, high moisture content often makes the material more difficult to flow.
Bridging Problem
Bridging is the name given to a self-created arch that develops just above the outlet of the bulk material, silo, or hopper as it empties. A bridge forms when the wall friction holds up the ends of the arch. The material will compact in place and make an arch so strong that it’s able to support the weight of the material. Often it is easy to tell if the silo faces material flow issues because operators frequently hammer the sides.
Right: Evidence of frequent hammering on the side of the hopper

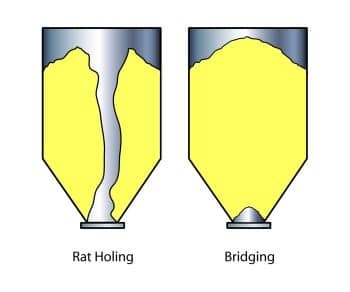
Ratholing
Ratholing occurs when the material flows in the channel directly above the outlet. This is common when the material is sticky. The material outside the flow channel directly above the outlet will cake on the sides.
Common devices used to promote flow in silos are vibrators, sonic horns, and air cannons. The key to success to these products is their ability to fluidize the material and break the bond of the arch. Each device has been used successfully and has its benefits when used properly.
Air Cannons
Air Cannons were first installed in silos in the early ’70s. There are thousands installed successfully around the world. This is a proven technology for keeping the silo free from bridging and or ratholing. For air cannons to be successful, they must be installed correctly with the proper nozzles in the right operational sequence. Poorly installed Air Cannons can actually make the buildup problem worse.
Case Study: Panam Cement in the Dominican Republic
A Limestone silo at Panam Cement in the Dominican Republic was experiencing significant flow issues. The plant installed vibrators and air cannons to solve this issue. They were still forced to manual rod or hammer on the silo every 30 minutes. This poor flow caused production and efficiency issues. The problem would also become worse in the rainy season. Limestone often has trouble flowing freely because it can be a sticky material.
Why Vibrators and Air Cannons Failed
In this application, the installation of vibrators and air cannons failed to produce a positive result. When installing air cannons, it is critical that the plant follows the Three Cs – Correct air cannons must be used, installed in the Correct location with the Correct nozzle.
Jeff Shelton, Integrated Global Services (IGS) air cannons expert, said: “We believe the three Cs were not followed at Panam. Therefore, we were invited to remedy the problem utilizing IGS’ air cannons, nozzles and expertise.”
Right: Multiple Air Cannons Installed at the Silo

1st C – Correct Air Cannons
IGS installed one (1) Four Port Multiplier in the lower section of the silo versus one traditional air cannon at the bottom. This enabled an increase of three cleaning ports for the bottom of the silo. The Multiplier System also has a different cleaning approach than the traditional air cannon. The air cannon system, which failed to keep the buildup under control, used air cannons with high peak force and low volume. This type of cannon is often installed in Cement plants. The IGS Multiplier System concentrates on the use of higher volume. (the air volume or cleaning energy is at least doubled)
The operational concept of the original air cannon is high peak force (blowing up the material). In contrast, the IGS cleaning method offered a lower peak force but greater volume (pushing the material). The total energy used in the IGS System is at least two times greater.
At Panam, their limestone is not only sticky but is full of moisture and is very difficult to move. The high-volume IGS System supplies a strong pushing force. The key to moving this type of material is not an explosive force but a strong pushing action.
2nd C – Correct Location
Limestone is a tough material to move. In addition, you can move the material without moving the material around it. The high peak force cannon and the lack of more cleaning locations will lead to forming a cave. The high peak force blast may blast only a hole in the buildup (like a gun shooting a hole through it) but does not break the arch above the hole.
The air cannon must break this arch which is the key to material flow. Jeff said: “To break this arch, the IGS’ approach was to use multiple discharge ports to remove the base of the material. Without this base, the material no longer had the supports it needed to maintain the arch. We felt the primary reason for poor material flow was not keeping the bottom of the silo free from buildup. This buildup served as the base and support of the arch.”
To eliminate this support, three (3) additional ports were installed. This placement allowed the air cannons to keep the bottom of the silo free from buildup. If the bottom does not flow, the material above this blockage will also not flow. It also must be noted that if the bottom of the silo is not flowing when the air cannons above discharge their air, the impact packs the material in the silo. In other words, making the problem worse.

In addition, the IGS air cannon placement included additional air cannons mounted above the exit of the silo. This is due to the sticky nature of the limestone. Often, after you clear the bottom of the silo, the material still would not flow downward. These air cannons are designed to push the material to the bottom of the silo.

3rd C – Correct Nozzle
IGS’ installation used the High Velocity Nozzle. This nozzle focuses the blast while increasing the velocity. Velocity is key to cleaning and moving material. The increase in velocity makes a difference in the system’s ability to move material. In part due to the increased nozzle efficiency and the greater cleaning energy the air blast is stronger and more effective.
Flow Issues Eliminated
Before the installation of the IGS Cleaning System to keep material flow without disturbing production, manual rodding and hammering was required every 30 minutes. Since the installation of the IGS System, this has not been required. The IGS System keeps the material flowing and production rates higher without intervention. This system has been very successful.
IGS is here to provide information, answer questions and create an effective solution for your needs.