
Corrosion Prevention in Biomass and Waste to Energy Boilers, Waste Incinerators
Life-Time Extension of Tube in Biomass and Waste to Energy Boilers, Waste Incinerators
We provide corrosion-resistant metal alloy protection for Waste incinerators, biomass- and Waste-to-Energy Boilers. Typically designed for medium or large installations, these boilers produce steam by burning biomass, recycled biomass, or pre-treated industrial or urban waste. Fuel flexibility offers related cost reduction but results in boiler corrosion.
However, mixed fuel environments create extreme environments that can predispose equipment to damage. There is a wide variability of boiler design: horizontal grate, inclined grate, bubbling fluidized bed, circulating fluidized bed, etc. If the fuel contains plastics and other chemicals, Chlorine, Sulphur, and other alkali and heavy metals can generate, dramatically increasing the thickness loss rate through corrosion mechanisms.
Without proper preventative care, these conditions can lead to unexpected outages and high maintenance costs, reducing the efficiency and emission benefits of these boilers. However, the material improvement solutions offered by IGS can lead to a longer, better life for WtE boilers.
Boiler Corrosion Mechanisms in WtE and Biomass
Increasing efficiency of WtE boilers means increasing pressure and temperature inside the boiler tubes. The combination of new fuel types containing higher levels of corrosive agents with these higher temperatures and pressures can lead to material softening. Accelerated fireside boiler corrosion starts on the unprotected steel heat exchange surfaces of the super-heaters and erosion resistance declines.
Most corrosion protection mechanisms consist of generating a corrosion barrier on the base metal by forming an oxide layer. The challenge inside WtE boilers is that this layer is quickly eroded forcing the formation of another layer and consequently leading to the erosion-corrosion phenomenon. Erosion-corrosion thinning can happen quickly when harsh conditions are combined with soft or poor erosion resistance materials.

Mitigating Corrosion/Erosion in Waste to Energy and Biomass Boilers
Hot Molten Salt Corrosion of WTE Boilers and Waste Incinerators
The hot molten salt fireside boiler corrosion process starts similarly to the high-temperature corrosion described above under the condition that the temperature of the tube surface is higher than the melting point of the precipitated salts so that salt melts directly on the metal surface. The resulting salt melts dissolve existing oxide layers, which lets the corrosive chlorine gas dissipate to the metal surface. Hot salt melts also change the structure of the fouling from a porous to a dense cover, trapping the iron chloride and closing it off from the gaseous oxygen thus supporting chlorine corrosion.
Pitting is an even more dangerous mechanism of the molten salts reacting as a liquid electrolyte directly with the steel and dissipating it.
Dew-Point Corrosion in WtE and Biomass Boilers
When the temperature of the flue gas decreases, gasses present in the environment reach saturation and droplets of liquid start to condense on solid surfaces. The saturation temperature depends on the load of the concerned gaseous species and (for sulfuric acid) on the humidity of the flue gas. The liquid electrolytes form wet spots on the surfaces, causing general corrosion and material loss in the form of pitting or almost uniform. In waste-to-energy plants the dew point corrosion is less common than in coal-fired plants, because SO₃ reacts with chlorine species, making the formation of sulfuric acid less likely.

WtE Boiler Corrosion and Erosion Protection Experience
Refractory protection is the first defense against corrosive flue gases and can also have excellent erosion properties, but has limited heat exchange properties as the thermal efficiency is low. Refractory alloys can be used, but due to the excessive material costs and limited erosion resistance, the implementation of the surface protection layer is often a more cost-effective solution.
The use of thin ceramic coatings seems like an attractive approach, however, the thermal expansion mismatch and the fragility of such coatings make this solution unreliable. The coatings tend to crack and corrosion can develop underneath the protective layer which can then peel off.
Corrosion Resistant HVTS® Metalspray® Coatings
For decades, IGS has successfully applied HVTS® claddings to prevent boiler corrosion in the most demanding environments. Our High Velocity Thermal Spray process creates a dense, low-porosity metal layer that fully protects base materials from aggressive corrosion. Unlike conventional weld methods, HVTS® produces no dilution with the substrate, ensuring a high-quality, long-lasting protective barrier.
On-Site Coating Prevents Boiler Corrosion
Our experienced field teams deliver safe, efficient, and schedule-compliant execution, even in challenging environments. With a strong safety culture and extensive operational footprint, IGS helps operators extend boiler life, reduce corrosion, and maintain reliability across industries.
We provide on-site thermal spray claddings inside WtE and Biomass BFB boilers across Europe, including the UK, Germany, the Netherlands, Italy, Switzerland, and France, from our operations center in the Czech Republic. We spray coatings in the United States, Middle East, Japan, South-East Asia, as well as Africa.

Weld Overlay and HVTS for Boiler Tube Life Extension
In high-temperature, high-pressure boiler environments, tube degradation from corrosion and erosion can severely limit asset life and efficiency. A combined approach using Weld Overlay followed by HVTS (High Velocity Thermal Spray) technology provides a durable, long-term solution for restoring and protecting boiler tubes.
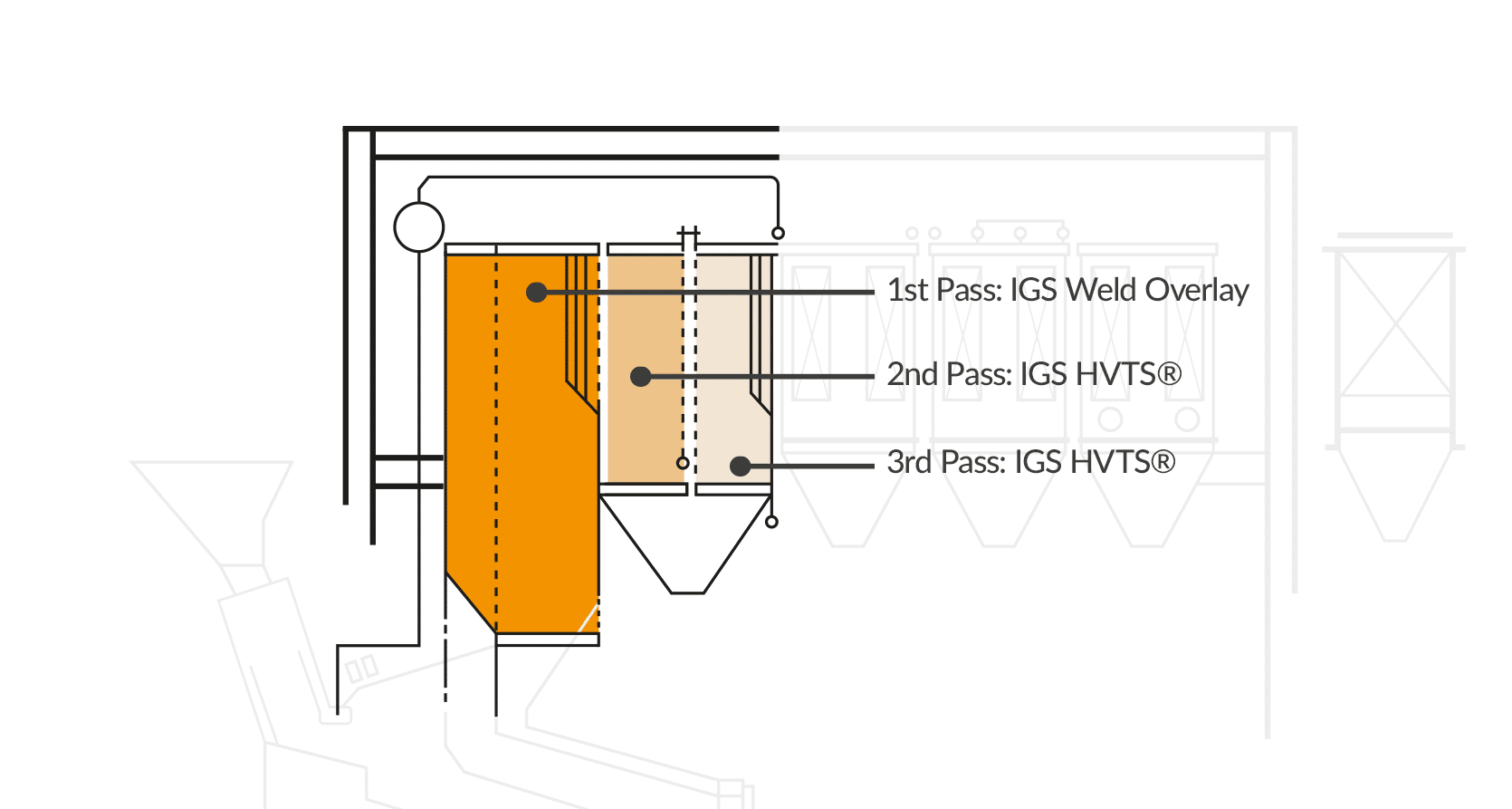
The Combined Application Process
The first pass Weld Overlay rebuilds the tube surface and restores wall thickness in areas affected by metal loss. This metallurgical bond forms a strong base layer, ensuring mechanical integrity and structural reliability.
The subsequent HVTS passes apply a dense, corrosion-resistant CRA (Corrosion-Resistant Alloy) barrier over the weld overlay. The HVTS layer delivers exceptional protection against oxidation, sulfidation, and corrosion under ash or slag deposits, common issues in waste-to-energy, refining, and petrochemical boilers.
WATCH: Addressing Fireside Corrosion in WtE Boilers
Thanks to this HVTS® project, IGS allowed the client to maintain their original shutdown schedule and maximise productivity and profit.
The client was experiencing serious fireside corrosion. Before consulting with IGS, the client was expecting to extend their shutdown period significantly to complete all necessary repair work. The problem occurred when energy prices were extremely high, meaning reduced productivity would have resulted in a serious profit shortfall. Therefore, the client’s biggest focus was maximising the productivity of the unit.
Key requirements:
- Reducing the risk of unplanned outages
- Ensuring a reliable, robust corrosion barrier
IGS was able to facilitate those key factors, with the additional benefit of delivering quickly and in situ, allowing the client to maintain their original shutdown schedule, therefore maximizing productivity and profit.
How does the fireside of boiler tubes get corroded?
The fireside of the boiler tubes experiences extreme heat and is attacked by corrosion species such as sulfides, chlorides, and halides.
What is fireside corrosion?
Fireside corrosion is a complex phenomenon due to the number of chemical and physical reactions influencing the damage process. Two significant contributors to the damage are corrosive species in the fuel, such as sulfur and chlorine. The local furnace environment also contributes, including the composition of the furnace gases, the composition of the slags that form on the walls as a by-product of combustion, and the tube metal temperatures.
What is reducing atmosphere fireside corrosion?
The reducing atmosphere fireside corrosion is caused by a reduced amount of oxygen in the flue gas. This hinders building a protective oxide film layer on the tube fireside. Unprotected low-carbon pressure parts react with corrosive species in the flue gas. Unburned carbon, iron oxide and iron sulfide found in scale overlaid by sintered deposits are typical signs of poor combustion and locally reducing environments. By design, low NOₓ firing technologies (burners and staged air) stage combustion and create a reducing atmosphere in the lower furnace.
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.