
CCR Catalytic Reformer Convection Section Fouling Resolved in Middle East
Overview
A leading Middle East plant operating a UOP CCR Platforming Unit faced critical challenges with process heater performance due to severe convection section fouling, resulting in elevated stack temperatures and reduced operational efficiency.
Challenge
- Stack temperature exceeded OEM design specification of 177°C.
- Previous 2010 cleaning attempts using dry-ice and vacuum technology produced minimal improvements.
- Tube geometry restricted traditional cleaning methods.
- Conventional techniques accessed only ~10% of fouled surfaces.
- Maintenance personnel had a critical decision to make: complete convection section replacement or source a robust cleaning solution?


https://integratedglobal.com/industries/steam-methane-reformers-smr/Solution
The OEM recommended IGS TubeTech™ advanced Robotic ROV technology based on previous successful collaborations. This recommendation came after witnessing impressive results from a similar project at a Steam Methane Reformer facility in Bangkok.
The innovative ROV solution offered:
- Remote-controlled operation eliminating confined space entry requirements.
- Ability to access and clean deep between all tube rows within each convection bank.
- Superior cleaning capability compared to conventional methods.
- 90%+ cleanliness achievement over tube surface area.
- Safe and efficient operation.
Implementation
The project was executed in March 2019 with:
- One team of four specialists.
- Single 10-hour shifts.
- Comprehensive cleaning of all convection banks.
- Real-time monitoring and verification of cleaning effectiveness.
- Advanced waste collection and containment systems.
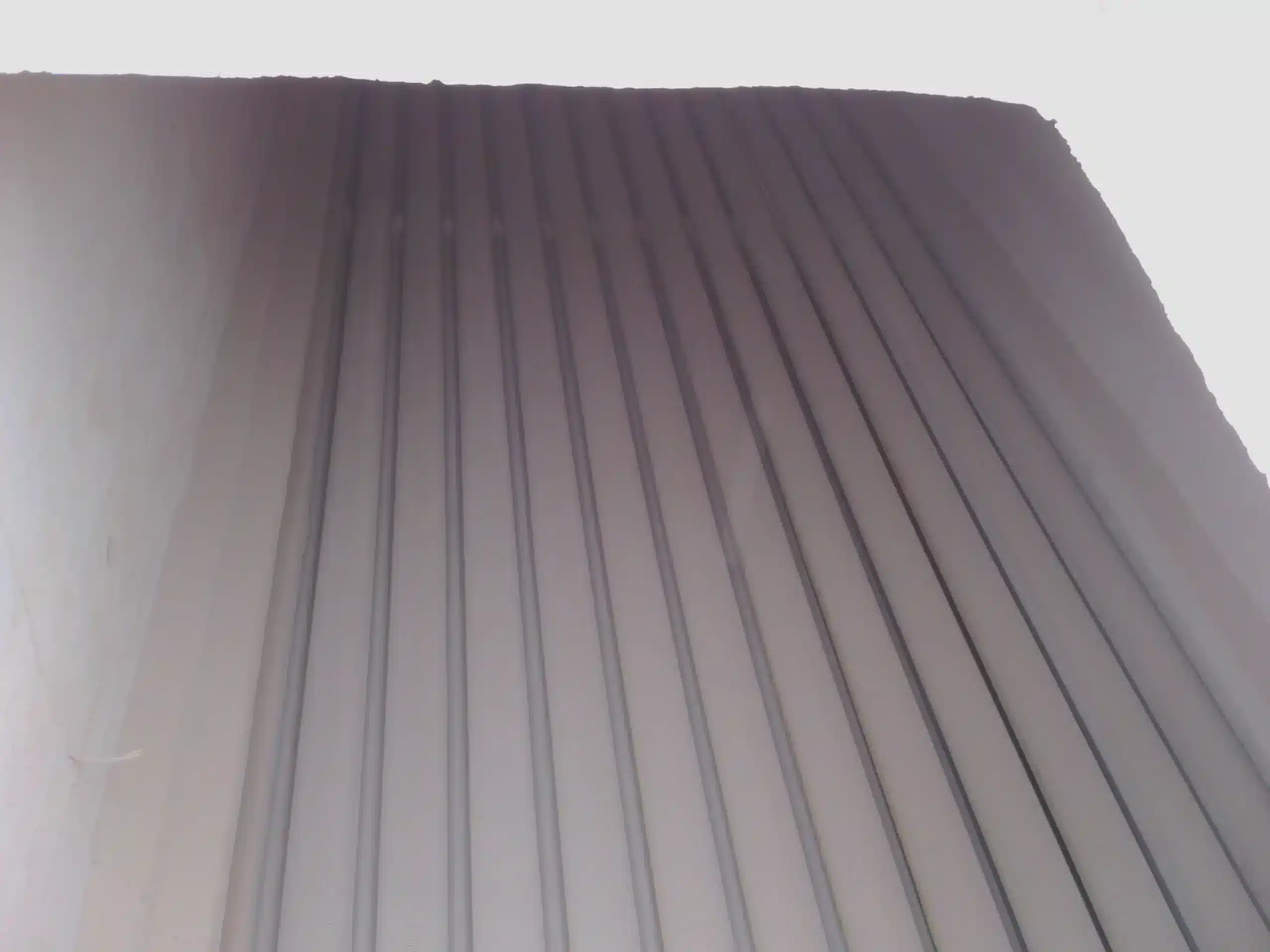
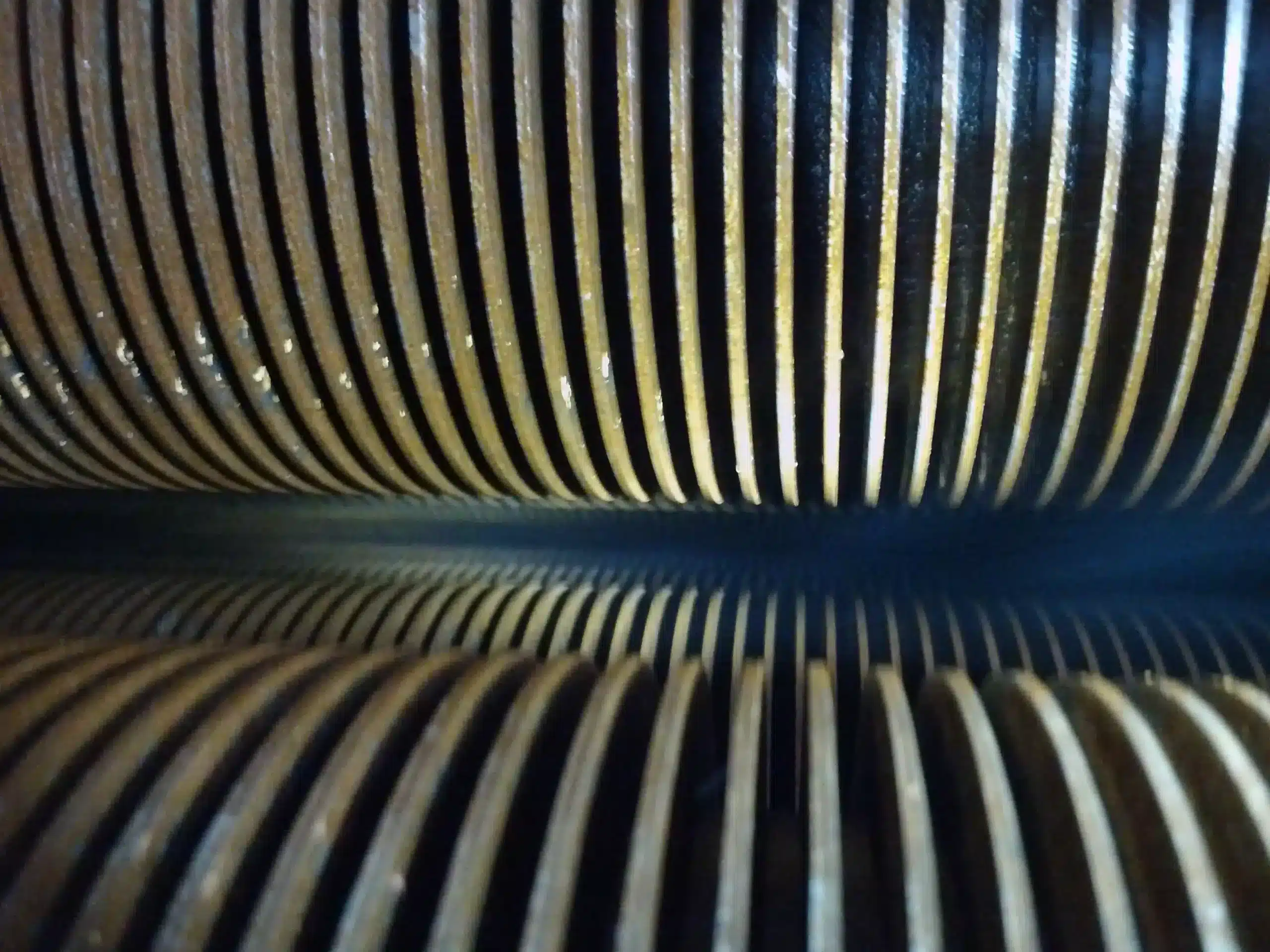
Image: Fouled Convection Section – Fins Barely Visible
Results
Immediate Impact
- Pre-clean stack temperature: 295°C.
- Post-clean stack temperature: 183°C.
- Total temperature reduction: 112°C.
- Achievement of 97% of OEM design specification (177°C).
Long-term Performance: Results in 2024, Five Years after the Project
- Stack temperature maintained at 195°C.
- Sustained improvement in thermal efficiency.
- Significant energy savings.
- Extended equipment lifecycle.
- Avoided costly convection section replacement.
Key Success Factors
- Advanced ROV Technology capable of reaching previously inaccessible areas.
- Experienced technical team.
- Comprehensive pre-project planning.
- Strong collaboration between IGS / TubeTech™, the OEM, and the plant.
- Systematic cleaning approach ensuring maximum effectiveness.
Business Impact
- Substantial reduction in energy consumption.
- Improved process efficiency.
- Extended equipment life.
- Avoided capital expenditure for convection section replacement.
- Quick return on investment through improved operational efficiency.
Plant Impact
While the OEM design temperature of 177°C was considered impossible due to the plant’s high throughput requirements, the results achieved by IGS’s TubeTech™’s ROV technology exceeded all stakeholder expectations, delivering sustainable performance improvements that continue to benefit operations years after the initial cleaning.
Conclusion
This project demonstrates how innovative cleaning technology can provide a cost-effective alternative to equipment replacement while delivering substantial operational improvements. The sustained performance six years after the cleaning validates the effectiveness of the ROV cleaning technology and its ability to provide long-term value for process heater operations.
Watch: How IGS’ Solutions Increase Refinery Efficiency and Reduce Co2 Emissions
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.