
Grate-Fired WtE Boiler Protection and Life Extension
We protect grate-fired WtE (EfW) boiler tubes from fireside corrosion on-site with high-alloy corrosion-resistant cladding.
Waste to Energy boilers with grate firing can suffer fireside corrosion of the boiler wall tubes and furnace. This can lead to reliability issues since the corrosion allowance from the initial design can quickly disappear and leaks would generate unexpected outages. OEMs typically protect most of the first pass with refractory limiting the heat exchange. Even these are often suffering from degradation leading to tube corrosion and high maintenance costs. Alloy 625 weld overlay is now typical corrosion protection above the refractory in the remaining first pass, often in the second pass, and sometimes even in the third pass. Superheaters, evaporators, and economizers can also be overlaid, shielded, and/or clad for protection against corrosion and often erosion.
Design Considerations of WtE (EfW) Grate-Fired Boilers
Corrosion inside grate fired boilers has always existed, but newer designs are more focused on thermal efficiency driving the pressure and temperature of the water and steam higher and higher. When heat is recovered only for district heating at relatively low pressure, i.e. 20 bar, the use of corrosion protection is often not necessary. But new designs generate power at high pressures and temperatures, ie 60 bar to above 100 bar with superheated steam well above 400°C. The conversion of coal boiler to biomass and RDF fuel is also a source of high corrosion rates since those units operate at even higher pressures and temperatures. Efforts to reduce material corrosion limit performance.
Reliability of operation is another critical economical factor since a leak leads to an unexpected outage of several days with significant losses. The frequency of planned outages increases to have maximum operating hours so reliable operation during the longest period without outage is the main target. But there is a balance between this longest reliable operation and the investment in maintenance cost.
Corrosion Mechanisms in WtE and Biomass Grate Fired Boilers
Without protection, carbon steel will rust in the presence of oxygen. This well-known process will not stop since the corrosion layer is not protective like with some other metals. The corrosion rate depends on a lot of parameters: oxygen content, temperature, moisture, and other corrosion agents like chlorine, sulphur and alkali.
Boiler tubes are cooled with pressurized water or steam and heated up by corrosive combustion flue gases from about 1000°C down to around 250°C. Corrosion occurs at the tube surface which is typically the water temperature plus a gradient through the thickness between 40°C and 20°C. The skin temperature can also change with the building of ashes on the tube. Changing conditions typically make the corrosion process even more complex thus even more difficult to treat.
Corrosive Agents in Waste Incinerators
The grate-fired combustion of waste with various quantity of plastics or recycled wood containing paint or glue generates a broad range of volatile molecules containing chlorine, sulphur, lots of alkali and heavy metals. The chloride-rich ash inhibits the growth of a dense, duplex oxide scale which would ordinarily act as a diffusion barrier to limit further corrosion. Frequently a chloride rich corrosion scale is observed between the oxide scale and the metal surface. Heat flux leads to the rapid diffusion of corrodents and corrosion products. The alkali metals, lead and zinc react readily with chlorine and further contribute to the transport of chloride rich ash to the tube metal surface, increasing the corrosivity of the ash deposit and combustion environment.
Under these conditions, the dense corrosion scales are frequently disrupted forming instead defective, multi-laminated scales with reduced mechanical properties. These scales are vulnerable to erosion damage, exposing the metal to the corrosive environment thus leading to a process termed corrosion-erosion.
On-Line Cleaning Systems
Even further critical conditions are experienced with online cleaning systems. To keep the heat exchange surfaces as clean as possible for thermal exchange performance and avoiding fouling various solutions have been developed: soot blowers spraying steam on the surface, water spraying, ice spraying, shot cleaning, rapping systems, explosion cleaning, micro-explosion. These techniques shock to the surface mechanically and thermally to remove the ashes but also accelerate the corrosion and erosion mechanisms. Often the erosion factor becomes a locally preponderant thinning process.
Corrosion Resistant Claddings in the Market
Refractory was the first protection against corrosive flue gases but limited heat exchange properties cut thermal efficiency. Refractory alloys can be used but due to the excessive cost of such material the main material used for building boiler is carbon steel or low alloyed steel. The implementation of a surface protection layer is the most cost-effective solution. Even a thin layer can deliver significant improvement on corrosion resistance.
The use of ceramic coating seems an attractive approach, however, the thermal expansion mismatch and the fragility of such coating make it unreliable. The coating trend to crack and corrosion can develop underneath the protective layer which can peel off then no more protection remains.
Corrosion Resistant HVTS Metalspray® Cladding
The great benefit of Thermal Spray is the application of a thin layer of material without dilution and heat-affected zone (HAZ).
IGS High Velocity Thermal Spray (HVTS) processes ensure finely structured cladding, with an order of magnitude lower permeability and greater homogeneity. Changes in feedstock chemistry have further improved performance by significantly reducing stress, increasing bond strength, and mitigating oxide content. By addressing the root cause of these microstructural defects through the process and material chemistry, HVTS can be successfully employed in the field. We work during shutdowns, with high production rates and low costs. As with welding and other cladding technologies, surface preparation, material, process and procedure criteria are defined in specifications. HVTS generates no Heat Affected Zone on the pressure parts, and does not place residual stresses on the base metal since the temperature of the base metal remains low even without water in the boiler tubes.

Inconel 625 Weld Overlay
In the 80’s the application of Alloy 625 using the weld overlay process created a new opportunity in corrosion protection. Despite significant costs, the weldoverlay has been applied inside many Waste to Energy boilers.
The thermal conductivity of Alloy 625 is lower than carbon steel so too thick of a layer leads to higher surface temperatures unsuitable for corrosion mechanisms and lower heat exchange unsuitable for boiler performance. The application of a thin layer is limited by the welding process generating dilution with the base metal. This dilution alters the metallurgy of the alloy thus making the cladding less corrosion resistant. The cost of this solution is mainly driven by the cost of the material, so the thickness and metallurgy optimization is the target.
Thermal Spray Coatings
A protective layer can also be applied using thermal spray technology. Thermal spray technologies have been developed for over 100 years but mainly for erosion protection. Indeed, most thermal spray processes leave some porosity in the applied materials which is crippling for a corrosion protection layer. The Spray & Fuse process helps, however the implement for onsite application is unreliable and generates a lot of heat input to the structure, leading to stresses and distortions.
Weld Overlay and HVTS for Boiler Tube Life Extension
In high-temperature, high-pressure boiler environments, tube degradation from corrosion and erosion can severely limit asset life and efficiency. A combined approach using Weld Overlay followed by HVTS (High Velocity Thermal Spray) technology provides a durable, long-term solution for restoring and protecting boiler tubes.
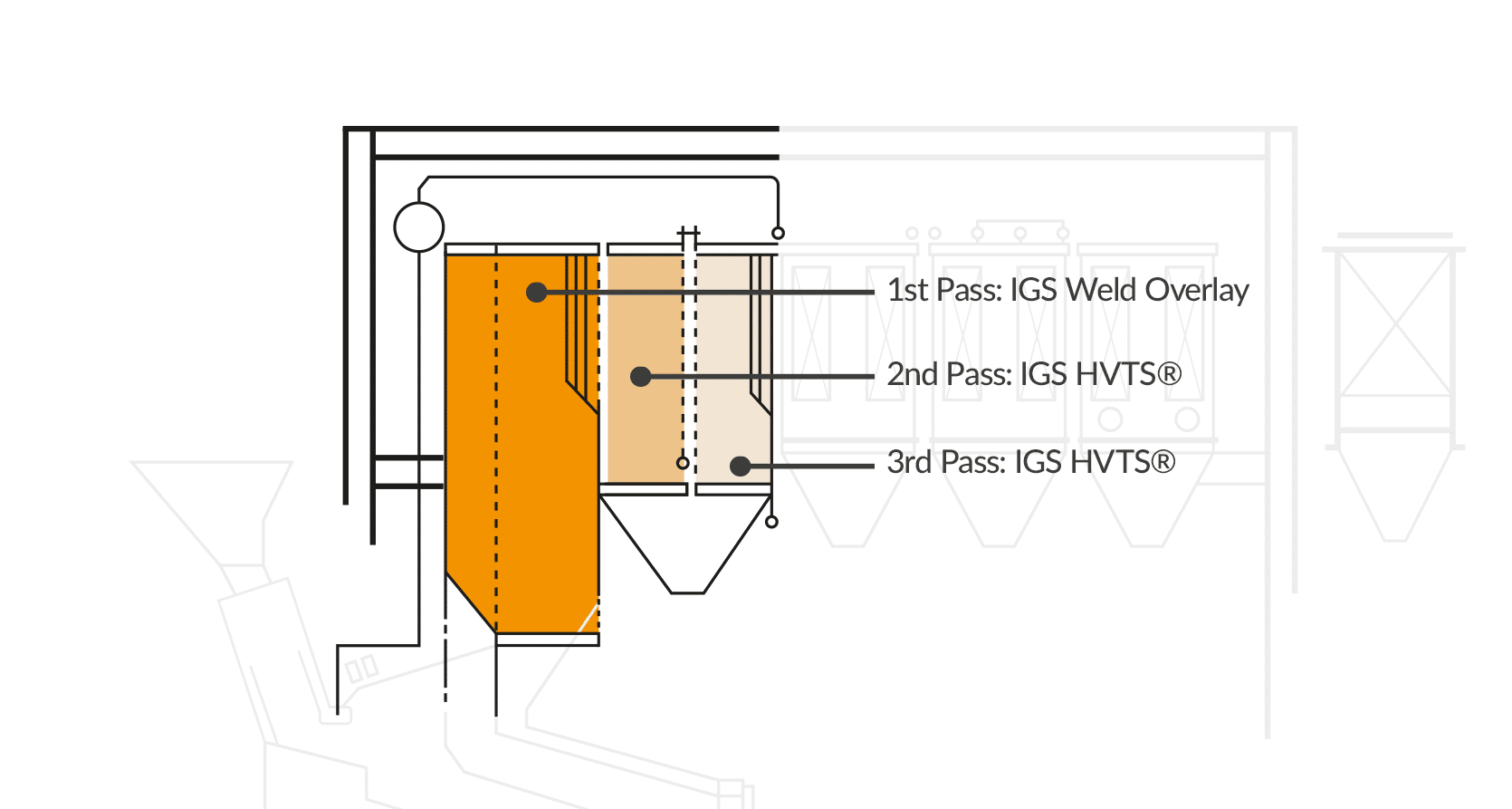
The Combined Application Process
The initial Weld Overlay pass rebuilds eroded tube surfaces and restores lost wall thickness in areas affected by corrosion and metal wastage. This metallurgically bonded layer provides a durable foundation, ensuring tube strength and long-term structural integrity.
The following HVTS passes apply a dense, corrosion- and erosion-resistant CRA (Corrosion-Resistant Alloy) cladding over the weld overlay. This HVTS barrier delivers outstanding protection against oxidation, chlorination, and corrosion beneath ash and slag deposits, challenges commonly faced in grate-fired Waste-to-Energy boilers.
On-Site Protection for Boilers Worldwide
IGS provides on-site HVTS® coating services for Waste-to-Energy (WtE) and Biomass BFB boilers across Europe, the Middle East, Asia, Africa, and the Americas. Our experienced field teams deliver safe, efficient, and schedule-compliant execution, even in challenging environments. With a strong safety culture and extensive operational footprint, IGS helps operators extend boiler life, reduce corrosion, and maintain reliability across industries.

I’m here to help
Colin Bateman
IGS Subject Matter Expert
HVTS Protects WtE Boilers from Fireside Corrosion
IGS applied HVTS technology in situ to the waterwall panels of a Waste-to-Energy boiler, effectively stopping fireside corrosion and preventing boiler tube leaks. The project was completed safely and on schedule, allowing the client to maintain their planned shutdown and avoid costly production delays.
By delivering a fast, on-site solution during a period of high energy prices, IGS helped the client maximize uptime, productivity, and profitability while ensuring long-term corrosion protection.

Why Choose IGS?
At IGS, we deliver measurable value through our proprietary technologies, fostering long-lasting partnerships built on efficient execution and excellence.
- Industry-Leading Technology: Proprietary technologies, including Welding, Metalspray™, & HVTS® ensure consistent quality
- Safety First: Industry-leading safety standards
- Trained Specialists: Full-time specialized workforce with extensive experience
- Proven Track Record: 40+ years’ experience across 500+ annual projects in 105 global locations
- Superior Project Management: Expert planning and execution that minimizes turnaround time
- Comprehensive Preparation: Our detailed planning process means we execute faster with fewer surprises
- Advanced Alloy Expertise: In-house laboratory for testing and pre-qualification of specialty alloys
The smarter way to protect and extend CFB and WtE boiler life.
Explore how IGS helps operators achieve reliability, safety, and performance.