
Emergency Response: Localized Corrosion in a Fractionation Column
The refinery in the United Kingdom identified localized corrosion in their delayed coker fractionation column during a planned turnaround.
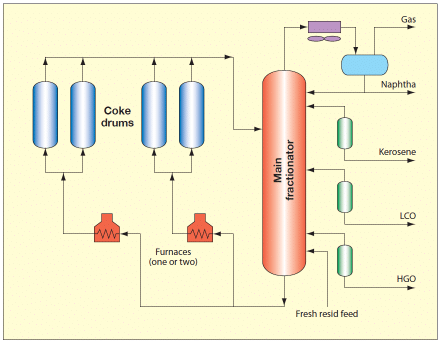
Delayed Coker Fractionation Column
Coker or fractionation columns are part of a refinery’s mission-critical equipment operating at approximately 370°C. They create usable fractions from heavy gas oils.
This vessel was built in the 1970s and had an internal type 400 stainless steel cladding installed from new.
Protective Cladding Embrittlement
The challenge with the cladding was that after a long time in service, it was heavily embrittled. Performing welding in the region where the cladding was installed led to cracking. Cracking unsurprisingly resulted in the failure of the vessel’s protective barrier.
Problem Areas
The fractionation column has two sections. The upper section is the fractionation zone, where there are offcuts of the different fractions of material as they boil off, and then the lower section is a wash zone. The main problem areas included a nozzle in the lower section and two small nozzles up in the fractionation zone of the column, which also had relatively small but significant localized damage just around the inlets to the nozzles. This is believed to be caused by erosion-corrosion of the existing cladding exposing the underlying carbon steel.
Welding the Vessel
Upon initial inspection, refinery maintenance personnel planned to weld it up. Welding would create heat-affected zones, and it would not be possible to do post-weld heat treatment without putting too much heat into the local area, leading to further cracking of the existing internal cladding. They considered evaluating field weld overlay with a specialized weld overlay process. Still, due to the short-term notice of the discovery scope, it was not possible to consider setting this up in time without extending the critical path of the outage. They had an issue.
Previous Repairs at the Last Turnaround
One of these nozzles has caused problems previously. So the maintenance department performed a cut-and-weld of the nozzle in 2015. First, they cut a window out of the vessel’s side and welded an insert plate with a nozzle welded to it.
Right: The nozzle plate condition in 2021

Colin Bateman, IGS Corrosion Mitigation Subject Matter Expert, said: “They had this 50-millimeter, approximately two-inch band around the new protected insert, which was essentially exposed carbon steel.”
When they returned in 2021, they found that this exposed area had suffered heavy corrosion and deep pitting, which needed to be addressed. Plan A was to cut and remove the existing plates, but effectively they would have the same problem.
Colin added: “They were going to have the same issue of not being able to weld build up the corrosion-resistant alloy overlay to overlap it onto the existing cladding, because any welding would have caused further cracking.”
Evaluating a New Solution: HVTS
Upon receiving a referral from their sister company in the United States, they considered the use of HVTS. The key advantage of using HVTS, (High Velocity Thermal Spray) is that it does not create heat-affected zones. The low level of heat input into the vessel to carry out the work would not cause any issues with the existing cladding. Initially skeptical about “thermal spray”, their engineers, planners, integrity team, and the inspection team evaluated laboratory reports provided by IGS (Integrated Global Services), the developer and turnkey provider of the HVTS solution.
Cyclic temperature testing was important due to the column’s operation. Case histories were also evaluated, focusing on examples of the long-term performance of the system. Additional test results were shared demonstrating HVTS performance in high-temperature sulphidation and naphthenic acid corrosion environments, as these existed inside this coker fractionator column.
Works Commencing during 2021 Shutdown
When they cut out the old plate, more damage was caused. They believed this to be due to residual stresses in the column from the previous welding of external circumferential support bands. As a result, the repair area was extended, and a bigger plate was fabricated to cover the damaged areas.
Discrete heavily pitted areas required local carbon steel weld build-up to return the pressure boundary to the required thickness.

Grinding Down Sharp Edges
After the plate was welded, there was a number of sharp edges, particularly at the joint with the existing cladding. They were dressed back and ground down.

HVTS Application
IGS (Integrated Global Services) had the equipment and materials in the country and was able to support the refinery with a fast application of HVTS, meeting their turnaround schedules.
HVTS was applied to seamlessly connect the alloy 625 overlay on the new insert and the existing type 400 cladding in the vessel by overlapping both CRA materials.
All IGS safety and quality control procedures were followed, including monitoring the surface preparation, cleanliness profile, and taking thickness measurements of the HVTS during application.

Pressing Problem Solved Swiftly
Going from potentially having to extend a planned turnaround to completing all the work without costly interventions was welcomed by the refinery. The HVTS solution was applied only two weeks after the initial issue was discovered and will be continuously monitored until the next shutdown in four to five years.
Colin added: “The shutdown coordinator was very complimentary about IGS’ operational performance, professionalism, and technical knowledge and will be sharing the details of this project with their sister sites.”
HVTS has proven to be very effective in columns, towers, vessels, and boilers, both protecting exposed carbon steel, as well as existing CRA cladding or overlay. As an experienced turnkey solution provider, IGS delivers projects across the globe and can mobilize quickly in case of emergencies.
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.