
Pressure Drop in a Methane Reformer SCR Fouling no Longer a Costly Problem
In 2016, we installed an IGS Dual Stage Fine Particle Filtration System solution to a build-up of SCR fouling on a methane reformer at a plant on the Gulf Coast. The face of the SCR catalyst has been partially blocked with lint-like fibers. If left uncleaned, this could result in a costly unplanned outage.
Plant’s Objective: Eliminate system de-rates and avoid losing $5+ million annually in unplanned outages
Solution: IGS Dual Stage Fine Particle Filtration System
Outcome: The plant no longer runs at a reduced output. NOx reduction is optimized, and catalyst life is improved.
Catalyst Plugging Mechanism
Hydrogen reforming is a process to produce hydrogen from a compound composed of hydrogen atoms. During reforming, a convection pass is used to heat the process which creates NOx. The NOx rich flue gas passes through an SCR reactor for reduction before being exhausted to the atmosphere. Lint-like fibers from the convection pass, and refractory liners create an obstruction that builds up and fouls the face of the SCR catalyst.
Build-up Costs Millions
The result is decreased NOx reduction, higher pressure drop across the catalyst, and ultimately decreased hydrogen output. Often, this build-up will require an unscheduled outage to conduct cleaning manually. This outage can take as long as five days at an estimated cost of $1 million per day.

IGS Dual Stage Fine Particle Filtration System
After extensive research and development, IGS installed IGS Dual Stage Fine Particle Filtration System with NoNOx Reformer Screens. The screen is designed to capture these particles upstream of the SCR catalyst.
The screen pitch is designed smaller than the pitch of the catalyst, as it is critical to catch all particles which are too large to pass through the catalyst. Additionally, the screen functions as a flow aid. Therefore, IGS selected a screen system designed to achieve both sufficient filtration and flow optimization. During the design phase, the pressure drop was also considered in selecting the screen pitch. The goal was to install a screen that would prevent build-up but also minimize pressure drop increase.
IGS has installed nearly 100 NoNOx LPA screens in front of SCRs since the early 2000s, allowing companies to maintain better output.
Air Cannons
Air Cannons are required because the particles tend to become trapped on the screen and block gas flow, much like fibers in a dryer lint trap. When this happens, the gas tends to bypass certain areas of the catalyst and increase NOx emission. The air cannon addresses this in two ways. First, they blast the particles, breaking them apart so that they are small enough to pass through the filter and the catalyst without harm. Second, the blast is aimed to push the remaining particles down to the lower collection area, where they will not impact performance and can be removed later during a planned outage.
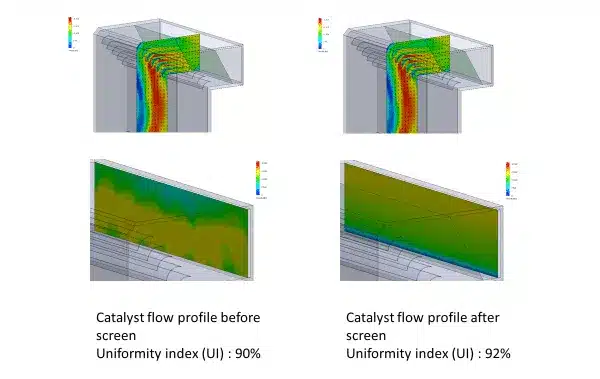
CFD analysis was performed with and without the screen in place, and the results showed that the screen improved the uniformity index from 90% to 92%.

Turnaround Impact
Due to the standardized modular design, IGS’s mechanical division can install SCR screens, Air Cannons, and access doors in less than a working week of critical path time. In this referenced case, all the work was performed within the time window of the pre-planned outage and caused no impact to the turnaround schedule.
Prior to the screen installation, the typical start-up sequence required utilizing a “cheese cloth” to capture particles that break free during start up.
The new inline screen system eliminated the need for the cheese cloth by capturing all particles that were too large to pass through the catalyst. Before the screen installation, this practice was critical because the work performed during the outage resulted in dislodging particles larger that the catalyst opening. This process delayed full start-up by roughly a day. Because of the installation of the screen, this cheese cloth start-up process can be eliminated, saving roughly $1 million during each outage. This saving alone pays for the screen system!
Operating Assessment
Initially, the Texas plant did not experience any significant pressure drop increase across the catalyst, which was a significant improvement. Prior to the screen installation, the catalyst required frequent manual cleaning at a sizable cost. Initially, the plant opted to not utilize the air cannon system, which eventually caused build-up across the screen. This was predictable, as the screen was designed to capture the material and the air cannons were intended to sweep the build-up off the screen face and into the collection zone. However, even with the build-up on portions of the screen face, the distance between the screen and the catalyst was great enough so that the gas distribution recovered, resulting in significantly improved SCR performance than without the screen in a built-up state.
Since air cannons were not used properly, the build-up on the screen face eventually did reach the catalyst face. When this was discovered, the air cannons on the screen were cycled and effectively broke apart the particles on the screen, allowing them to pass through the SCR without causing additional build-up. The particles were visibly seen coming out of the stack and no pressure drop increase was experienced across the SCR, confirming the successful air cannon cleaning.
To eliminate the risk of material passing through the screen were air cannons not operated regularly, after two years it was decided that a finer pitch secondary screen was to be installed. After installation of this secondary screen, all particle build-up on the catalyst face was eliminated.
Results
Below are photos of the catalyst face taken while the unit was online after more than a year of run time. They clearly show almost no build-up on the SCR itself, and the NOx reduction numbers remain constant. Due to infrequent firing of the air cannons, the secondary screen does experience some minor accumulation, however data indicates this does not impact the NOx removal or SCR performance.
This elimination of build-up and pressure drop resulted in the plant no longer having to run at a reduced output, has their ID fan running per design, has optimal NOx reduction of the process gas, and has increased the catalyst life.
For more information or advice, contact us today.
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.