
Improving Styrene Production Efficiency
Robotic Convection Cleaning Delivers Fuel Savings and Emissions Reduction
Styrene, also known as phenylethylene, vinylbenzene, styrol, or cinnamene, C6H5–CH=CH2, is an important industrial unsaturated aromatic monomer. In the nineteenth century, styrene was isolated by distillation of the natural balsam storax.
Direct dehydrogenation of ethylbenzene to styrene accounts for 85% of commercial production. The reaction is carried out in the vapor phase with steam over a catalyst consisting primarily of iron oxide. The reaction is endothermic and can be accomplished either adiabatically or isothermally. Both methods are used in practice. The major reaction is the reversible, endothermic conversion of ethylbenzene to styrene and hydrogen:
C6H5CH2CH3 → C6H5CH=CH2 + H2 ∆H (600 °C) = 124.9 kJ/mol
The Challenge of Styrene Furnace Efficiency
Typical operating conditions in commercial reactors are ca. 620 °C and as low a pressure as practicable. The overall yield depends on the relative amounts of catalytic conversion to styrene and thermal cracking to byproducts. At equilibrium under typical conditions, the reversible reaction results in about 80% conversion of ethylbenzene. However, the time and temperature necessary to achieve equilibrium give rise to excessive thermal cracking and reduced yield, so most commercial units operate at conversion levels of 50-70 wt %, with yields of 88-95 mol %.
In the Styrene production process, fresh and recycled ethylbenzene (recovered within the distillation section) are mixed with steam upstream of the feed/effluent exchanger. In this exchanger, the feed is first vaporized then superheated. Next, the superheated steam mixture is combined with additional superheated steam, bringing the whole feed mixture up to a reaction temperature before entering the first reactor. In addition to styrene, small amounts of benzene, toluene, and other trace impurities are produced. So, it is the superheated steam furnace which provides the heat input, and which performance determines fuel consumption and CO2 emissions during styrene production.

The Solution: Tube Tech Robotic Convection Cleaning
A styrene manufacturer located in Western Europe struggled with relatively low furnace efficiency throughout the years. Common cleaning methods like dry ice blasting or chemical cleaning were providing only a short-term benefit and were never able to bring the high stack temperature close to the design conditions.
According to the Styrene Furnace convection section, it is used for preheating superheated steam before entering the first radiant chamber. Therefore, the flue gas temperature leaving the convection zone practically determines the furnace’s fuel efficiency. Hence, it’s vital that convection section banks are maintained in as clean a condition as possible.
Tube Tech engineered a solution for 2023 turnaround. All six convection section banks were cleaned using a robotic operated vehicle via existing access ports resulting in more than 90% cleaned surface area, sizeable stack temperature reduction, that was finally returned to the design temperature, thus reinstating furnace total fuel efficiency.
Data Analysis Before and After Cleaning
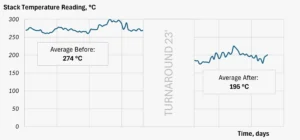
Data before and after cleaning were gathered almost under the same throughput (ca. 40 tons/hr of steam) and compared, resulting in more than 60 °C in stack temperature reduction (more than 3% in total fuel efficiency gain). Normalized data under the same absorbed duty and the same excess air allowed for a more accurate comparison.
Key Results
- Steam Economizer Flow Rate: Before 41.6 t/h → After 39.6 t/h → Normalized 43.3 t/h
- Stack Temperature: Before 273°C → After 204°C → Normalized 186°C
- Total Fuel Efficiency: Before 85.5% → After 87.7% → Normalized 90.1%
- Fuel Savings: 1.06 Gcal/hr (~€0.54M EUR per year)
- CO2 Emissions Reduction: ~1,980 TPA
Key Findings: Financial, Environmental, and Efficiency Gains
Despite fluctuations in the unit capacity, the cleaning brought a tangible benefit to the styrene producer with an almost immediate payback period due to high natural gas prices and significant stack temperature reduction. Normalization showed that total fuel efficiency increased from ca. 85.5% to 90.1%, resulting in savings of ca. €0.54M EUR per year and 1,980 TPA of CO2 emissions reduction respectively. Rigorous convection section modeling with the help of cutting-edge software showed that the average external fouling coefficient dropped from 0.0079 m2.K/W to 0.0001 m2.K/W, providing the plant the opportunity to operate the unit even more efficiently as shown in the design datasheets. The back-calculated average external fouling coefficient proved that Tube Tech convection cleaning provides more than 95% cleaned surface area.
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.