
IGS SMARTGard® Stopped Erosion Corrosion In Waste Fuelled CFB Boiler
Problem Areas and Custom Solution
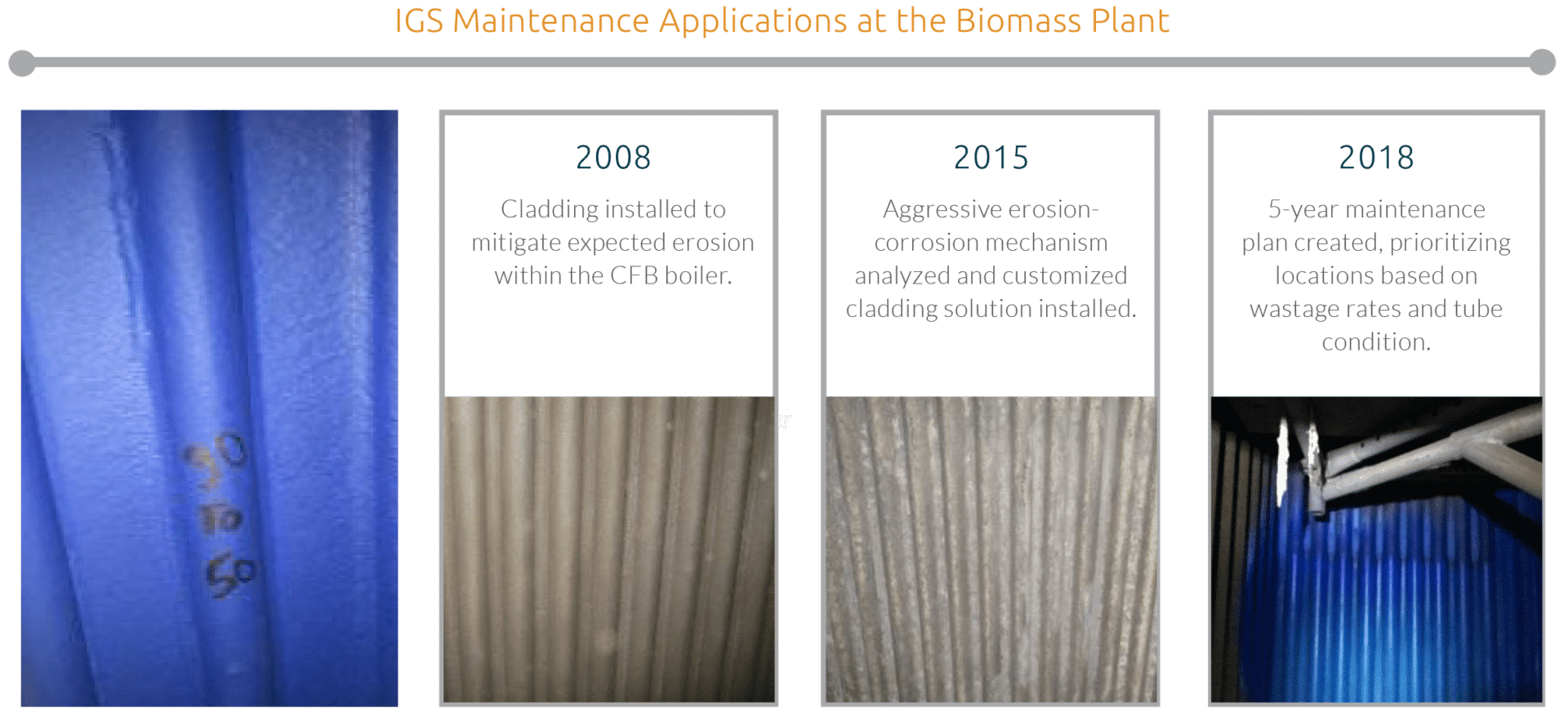
The unit was commissioned in 2008 and protective cladding was installed that same year. After several years in service, low tube thickness values were observed requiring expansion of the cladding coverage. In addition, previously utilized cladding had reached its useable life and required refurbishment.
IGS’ material engineers, project managers and technical managers, in close cooperation with the biomass plant
manager, have reviewed extreme corrosion/erosion findings and wear along the existing cladding to evaluate specifics of the evidenced wastage, fuel composition, and operational aspects.
As a result, IGS has introduced a cladding system customized to the process to mitigate the wastage and extend the life of the protection system. To maximize budget utilization during past outages, IGS has installed thinner specification cladding in 2015, limiting life expectancy but maximizing the coverage of critical threats to reliability during that operation campaign until 2017 outage.
PROBLEM
Corrosion and erosion mechanisms were both major contributors to tube wastage in this biomass CFB Boiler, burning waste/biomass.
SOLUTION
The plant has implemented customized SMARTGard® HVTS (High Velocity Thermal Spray) cladding to avoid imminent large scale boiler tube panel replacement.
A successful 5-year maintenance strategy was implemented to prioritize locations based on corrosive gaseous constituents, unit design, wastage rates and tube condition.
Inspection in 2017
The inspection was carried out together with the 3rd party CFB Expert and Plant Manager. Cladding was observed to be in a flawless condition. This mini-outage verified the reliability of the IGS HVTS cladding. Extensive inspection was completed throughout the entirety of the cladding scope. With the top coat completely intact, the cladding system was confirmed to be in ‘as-sprayed’ condition.
Fouling was virtually eliminated in the cladded locations and any adhered fouling was no longer tenacious and was easily brushed away.

Plant Manager, Pete Kline Said:
“During operation, we had fouling, we had buildup, we had erosion that was eroding that off and refouling. There were some mechanisms going on there that I wasn’t expecting and didn’t understand, and we were seeing some significant loss.
We had a very large area that we had to protect. And in doing that, the approach became to prevent us having to get to the point where we had to do large panel replacements. And, to the point of the outage cost, when you are looking at tens or hundreds of thousands of dollars a day in terms of lost production, the actual cost of the maintenance, the actual cost of the application and the labor is really small in comparison to the lost production costs.
Anywhere you can shave a day off the outage, even if it costs more to shave that outage time down, there’s a no brainer cost return when you look at the operational savings and the cost of lost production time.
The reality was, we’d have one scheduled outage a year. Our goal was always to try to keep that to less than 10 days and that didn’t give us a lot of time in the unit to cover and address the large areas that we were talking about and experiencing problems with.”
Pete Kline Continued…
“What that required us to do was to develop a long-term approach of identifying the high-risk areas, the critical areas and prioritizing the application over time. Identify what areas we were going to go after, where we were going to make that application and how to basically map out a multi-year plan to protect areas of the unit, knowing that we’re dealing with a sacrificial material and we’re going to have to come back and continue to inspect and monitor the previously protected areas.
That process was one that I was very involved in, in terms of helping us evaluate the specific areas and work with us to stay within a reasonable budget to achieve our goals and the timeframe that we had during the specific outage periods that we had scheduled. It was a collaborative effort between the folks at our plant and the IGS team.”
Free consultation with an IGS Subject Matter Expert
IGS is here to provide information, answer questions and create an effective solution for your needs.