Una caldera de conversión de residuos en energía estaba experimentando corrosión junto al fuego. El revestimiento de soldadura de aleación 625 aplicado en el taller mostraba signos de degradación acelerada prematura. Se contrató a IGS para aplicar el Revestimiento de Pulverización Térmica de Alta Velocidad (HVTS), sobre la capa de soldadura in situ para detener la corrosión y garantizar el funcionamiento fiable y seguro de la caldera.
Después de 10 meses de servicio, la solución de rociado térmico de IGS no tuvo defectos. Como resultado, se protegieron áreas adicionales de aleación 625 degradada con el Revestimiento de Pulverización Térmica de Alta Velocidad HVTS, que mostró un excelente resultado después de 4 años de servicio.
La planta de incineración de residuos de Renergia es un esfuerzo conjunto de todas las asociaciones de eliminación de residuos de Suiza Central y Perlen Papier AG. Reenergia Zentralschweiz AG es responsable de algo más que el reciclaje de residuos de Suiza Central.
Suministra vapor de proceso a Perlen Papier AG, las redes de calefacción urbana de Rontal y Emmen con agua caliente y proporciona electricidad a aproximadamente 44.000 hogares. Tras dos años de construcción, la planta Waste to Energy de Renergia entró en operación en 2015.
El horno Hitachi Zosen Inova (HZI) instalado en Renergia es una caldera de cuatro pasos de parrilla móvil inclinada a energía con un economizador externo. La capacidad térmica de la caldera es de 47MW con un caudal de vapor de 58 t/h y una presión de vapor de 41 Bar a 410°C.
Se aplicó una capa de soldadura de aleación 625 en el taller en los paneles de pared de agua junto a la chimenea para proteger los tubos de la caldera WtE de la corrosión junto a la chimenea. Después de meses de funcionamiento, una inspección reveló una degradación acelerada de la aleación 625 justo encima de la rejilla.
Se consideraron varias soluciones para gestionar el desperdicio de metal del tubo de la caldera y mejorar la confiabilidad y la vida útil de las paredes de agua, incluido el reemplazo, la superposición de soldadura aplicada en el campo y la pulverización térmica.

El reemplazo de las secciones de la pared de agua afectadas con tubos nuevos habría llevado mucho tiempo y habría sido costoso, considerando la frecuencia estimada de reemplazo de 5 años o menos.
La reparación de superposición de soldadura similar es una solución intensiva y que requiere mucho tiempo. Requiere un esmerilado preliminar de la capa superficial degradada antes de la aplicación de una nueva capa de soldadura. Además, las dos soluciones mencionadas anteriormente no resolverían exactamente el problema, ya que seguirían presentes los mismos medios corrosivos que atacan la superposición de soldadura existente.
La tercera opción era la pulverización térmica. La tecnología de «rociado térmico» tuvo resultados mixtos en aplicaciones de calderas y la planta invitó a 4 proveedores de rociado térmico para realizar aplicaciones de prueba en diferentes secciones dentro de la caldera. A cada vendedor se le dio una pared lateral dentro de las 2 líneas. De los 4 revestimientos aplicados, solo 2 dieron resultados satisfactorios. Se encontró que la solución IGS HVTS era la mejor, tanto en términos de rendimiento como de capacidad. Se pueden operar varias pistolas IGS HVTS dentro de la caldera al mismo tiempo sin limitaciones de capacidad.
Con el respaldo de pruebas de laboratorio integrales y una amplia experiencia de campo, el revestimiento de aleación IGS HVTS no tiene problemas con la permeabilidad o el desprendimiento y puede ofrecer una protección duradera, donde otras tecnologías se quedan cortas. Los resultados de la aplicación de prueba y las referencias adicionales convencieron al jefe de mantenimiento de elegir IGS HVTS como la solución a su problema.
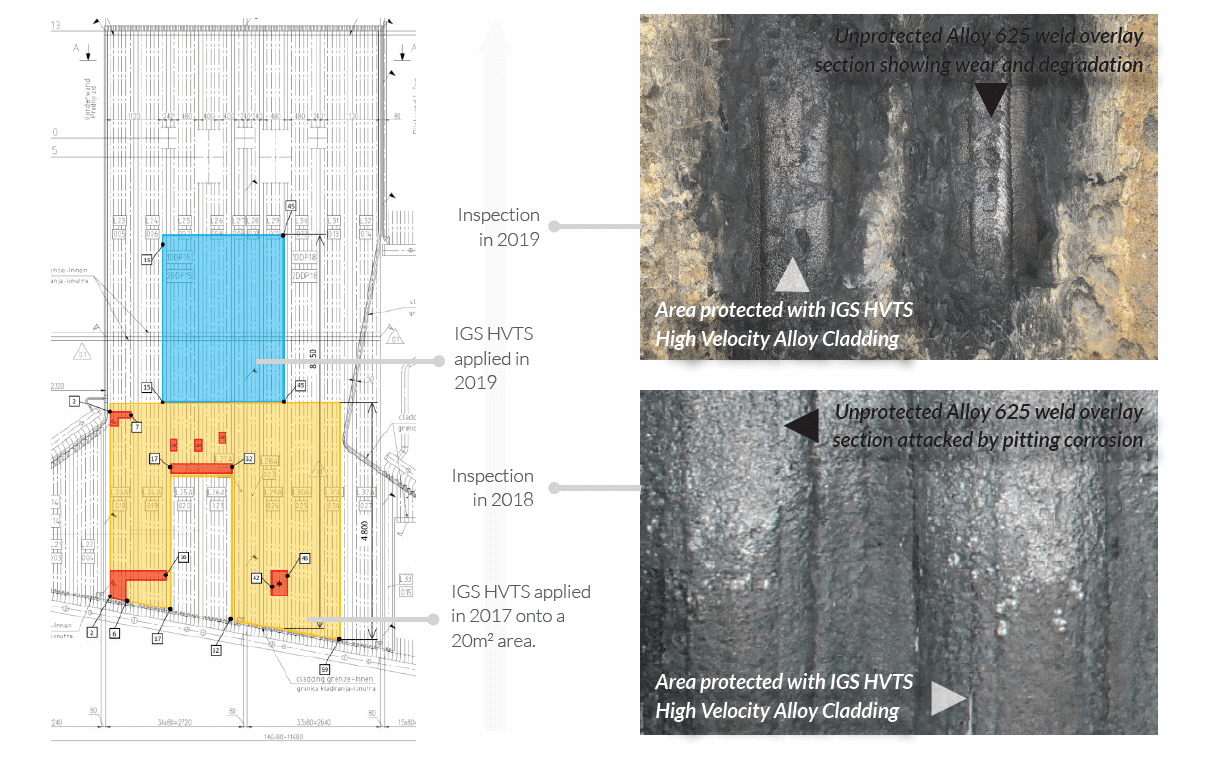
La aplicación IGS HVTS tuvo lugar en 2017 en un área de 20 m2 ubicada en la pared de la membrana izquierda en el horno muy bajo de la caldera WtE de parrilla móvil sobre el refractario. La planta también tenía un revestimiento de rociado térmico (TS) aplicado por un proveedor diferente en el lado derecho de la membrana.
Luego, estas áreas se inspeccionaron en 2018 para determinar si HVTS y los TS de otros proveedores lograron detener la degradación de la capa de soldadura (WMO). La inspección de la interfaz HVTS/WMO mostró que el área revestida con IGS HVTS ya no estaba afectada por la corrosión. La aleación 625 WMO desprotegida y la TS de otros proveedores, por otro lado, continuaron degradándose.
Se decidió ampliar el alcance y aplicar revestimiento de aleación HVTS en un área adicional de ~20 m2 en 2019. Una inspección más tarde ese año, en agosto de 2019, confirmó lo siguiente. Las áreas protegidas con revestimiento de aleación de rociado térmico de alta velocidad (HVTS) no mostraban corrosión por picadura ni desperdicio. Las secciones de revestimiento de soldadura de aleación 625 adyacentes sin protección mostraban signos de desgaste y degradación.
Markus Benz, jefe de mantenimiento de Renergia Zentralschweiz AG, comentó: «IGS fue seleccionada en noviembre de 2017 para aplicar ~20 m² de su material IGS utilizando su tecnología HVTS. Se movilizaron de manera eficiente y realizaron dentro del apretado cronograma solicitado el alcance del trabajo esperado.
Después de 10 meses de funcionamiento, en septiembre de 2018 se realizó una breve inspección de la caldera de conversión de residuos en energía que confirmó el buen rendimiento del revestimiento. Como resultado, se ordenó la aplicación de otra área en enero de 2019. A principios de enero, una inspección más profunda confirmó el buen comportamiento general del revestimiento después de 14 meses de operación.
El área protegida se ha duplicado, por lo que esperamos operar de manera segura hasta nuestro próximo cambio en 18 meses. IGS ha aplicado con éxito el alcance contratado dentro de la ruta crítica de manera altamente profesional, con una comunicación confiable y transparente”.
El Sr. Kummer, Director de Renergia Zentralschweiz AG, comentó: «Gracias por la revisión de inspección. Parece que la idea de cubrir la aleación 625 con una superposición HVTS podría tener un enorme potencial”.

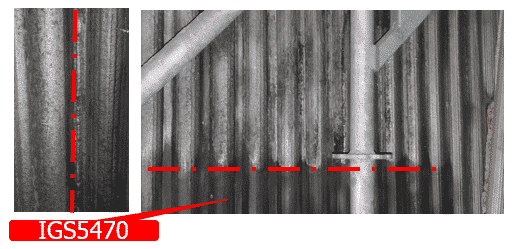
La última inspección en 2023 ha confirmado que
HVTS IGS5470 está funcionando en línea
con expectativas y está protegiendo
áreas de superposición de soldadura de
mayor corrosión.
CATEGORIES: