Esta caldera CFB construida a mediados de la década de 1990 está diseñada para quemar carbón antracita, que es un tipo de carbón utilizado en pilas de residuos peligrosos en diferentes ubicaciones en Pennsylvania. La planta observó una grave erosión y pérdida de metal en los tubos de la caldera debido a la forma en que operan estos quemadores.
Durante los últimos 25 años, el propietario de la planta utilizó superposición de soldadura para proteger los tubos de la caldera contra la erosión. Utilizaron tanto superposición de soldadura de acero al carbono como de acero inoxidable.
Estaban aplicando más superposición de soldadura en las mismas áreas exactas, aumentando el grosor cada vez que realizaban un paro programado.
Reducir el Mantenimiento y Mejorar la Confiabilidad de la Unidad
El primer objetivo de la planta era eliminar las paradas forzadas y eliminar las fugas de tubos. El segundo objetivo paralelo era reducir los costos de mantenimiento. La soldadura es costosa y estaban buscando una alternativa que requiera menos mano de obra. Su tercer objetivo era aumentar los tiempos de funcionamiento. Operando en ciclos de seis meses, consideraban la posibilidad de omitir un paro programado para lograr un período de funcionamiento de 12 meses.
Los nuevos ingenieros que ahora operan esta planta venían de otras plantas CFB donde se utilizaba la pulverización térmica. Invitaron a Integrated Global Services (IGS) para realizar pruebas de laboratorio.
Pruebas de Laboratorio
Se envió ceniza inferior de la caldera al laboratorio de IGS en Richmond, EE. UU., para realizar pruebas de erosión a alta temperatura. Se obtuvieron imágenes macroscópicas de la ceniza inferior al llegar.

El análisis composicional de las partículas individuales mostró que la ceniza inferior consistía consistentemente en aluminosilicato como el componente principal, con elementos adicionales de sodio, magnesio, potasio, titanio y hierro presentes en cantidades menores. También había una partícula de óxido de hierro presente. La sílice y el aluminio tienen microdurezas altas y serán los principales contribuyentes a la erosión en la caldera. Todos los elementos encontrados son comunes en la ceniza de calderas CFB, con una partícula que contiene una pequeña concentración de azufre y cloro.
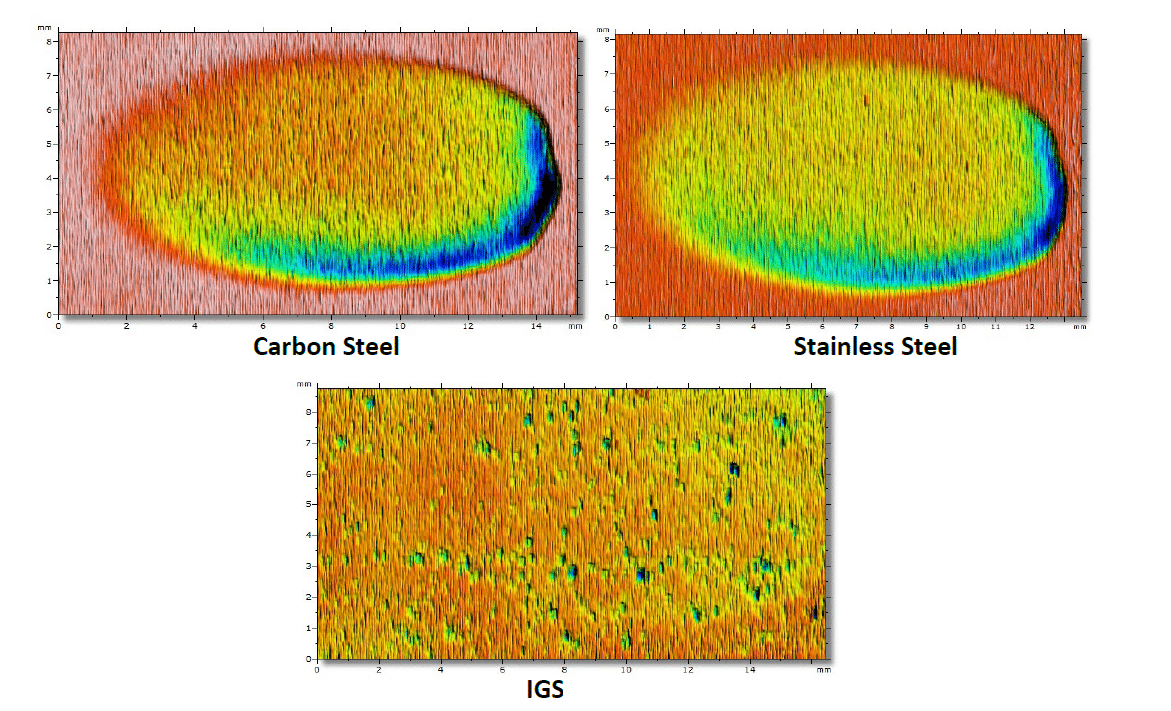
Luego se seleccionaron muestras que representaban los diversos componentes, se montaron en un epoxi termoestable y se pulieron. Se realizó una Microscopía Electrónica de Barrido (SEM). Se probó el potencial de mitigación de la erosión del material de la serie IGS8xxx en comparación con el acero al carbono y el acero inoxidable utilizando el Probador de Erosión a Alta Temperatura.
El material de la serie IGS8xxx se encontró que es 15 veces más resistente a la erosión que el acero al carbono y 10 veces más resistente a la erosión que el acero inoxidable.
Cupón de prueba instalado en la caldera
Posteriormente, IGS instaló una pequeña prueba sobre la capa superpuesta para confirmar que el revestimiento HVTS funcionaría. Dave Simcox, Experto en Mantenimiento de Calderas de IGS, dijo: «El cupón de prueba se instaló en el área más problemática dentro de la caldera, el costado estaba torcido donde la pared de agua se inclina dentro del quemador. A medida que la ceniza se desliza hacia abajo, está golpeando una especie de rampa».
Después de la inspección inicial, el revestimiento no mostró ningún desgaste en absoluto. IGS pudo demostrar que los materiales son 10 veces más resistentes a la erosión que los materiales de soldadura superpuesta que se han utilizado en esta caldera durante los últimos 25 años.
Aplicación SMARTGard HVTS
Posteriormente, IGS fue invitado a proteger un área de 1,000 pies cuadrados. Inicialmente, solo se suponía que se protegería el quemador inferior, pero dado que recientemente experimentaron otra fuga en el techo, también decidieron cubrir toda el área del techo. El proyecto se completó antes de tiempo. «Dos turnos antes, de hecho», dijo Dave.

Planificación para Futuros Paros
Dave dijo: «Discutimos lo que haremos durante los futuros paros. Esperan que en los próximos cinco años tengan la mayoría de las áreas realmente problemáticas que les causaron fugas protegidas. Y luego, después de eso, comenzaremos a trabajar en reparaciones locales. A corto plazo, recubriremos la caldera para evitar las fugas que ocurren todo el tiempo. El plan a largo plazo es: la caldera estará completamente protegida y podrán considerar extender los paros».
Instalación Paralela Lista para Beneficiarse
El trabajo de laboratorio ha concluido para su instalación hermana. La muestra instalada en su caldera también ha sido inspeccionada después de seis meses de servicio con resultados similares: no hay desgaste del revestimiento HVTS. La muestra se instaló en un área de desgaste muy alto donde se utilizaba una superposición de acero inoxidable anteriormente. Ahora están en marcha los planes para comenzar a reemplazar la soldadura superpuesta con HVTS en esa planta.
La aplicación de HVTS, a su vez, ayudará a ambas instalaciones a lograr sus objetivos clave:
CATEGORIES:
Obtén asesoramiento experto gratuito